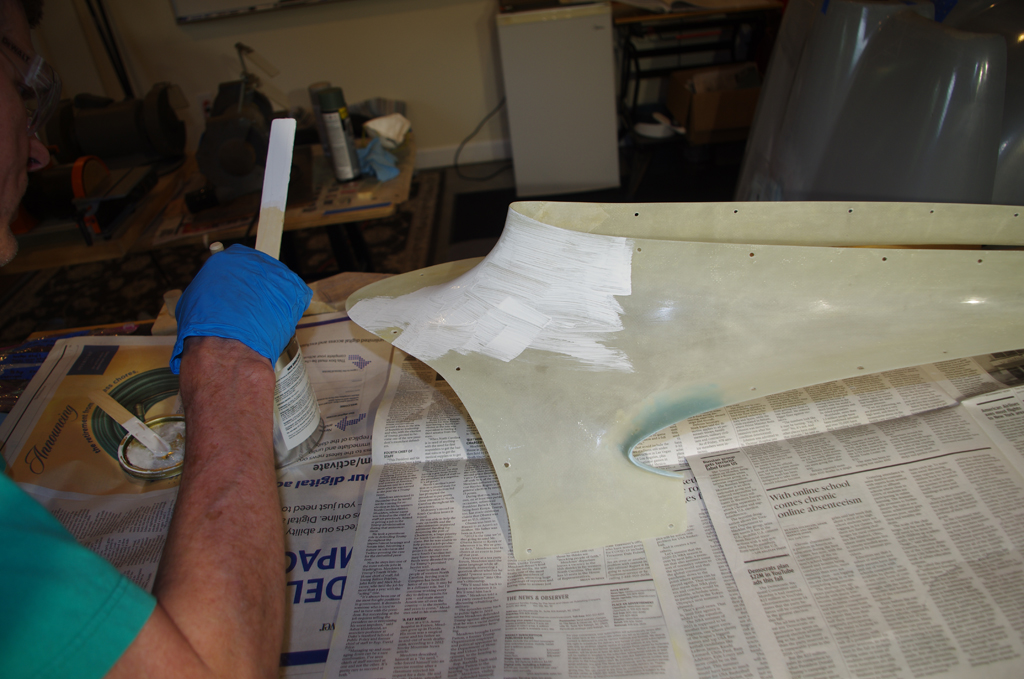
The Lexan/Plexiglass transparencies used for the rear and door windows were bonded with Lord 7475A/D two-part epoxy adhesive. These parts were trimmed to size and smooth sanded in prior posts.

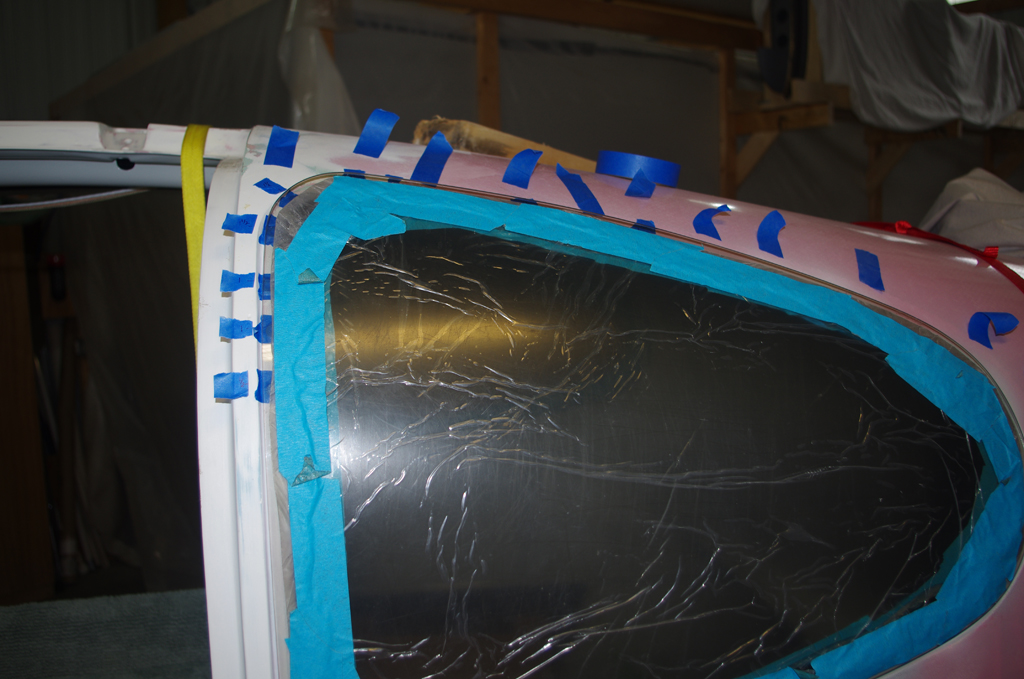
 Electrical tape provided protection on the rear windows during roughing the inner surface with 120 grit sandpaper to enhance adhesion. Then the window frames were taped so excess adhesive could be easily removed.
Electrical tape provided protection on the rear windows during roughing the inner surface with 120 grit sandpaper to enhance adhesion. Then the window frames were taped so excess adhesive could be easily removed.
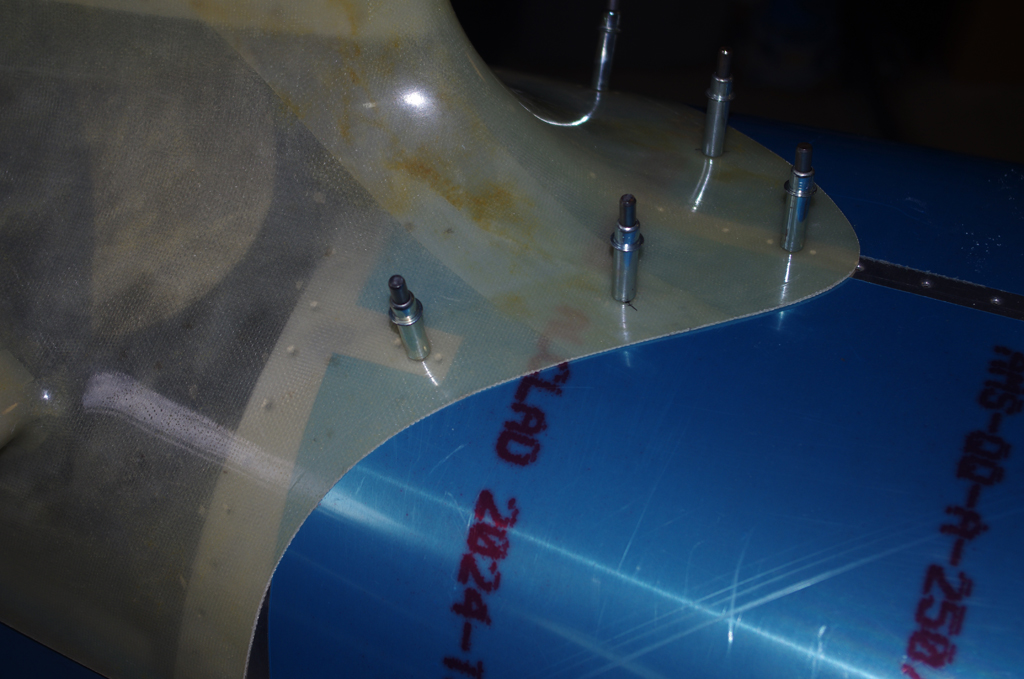
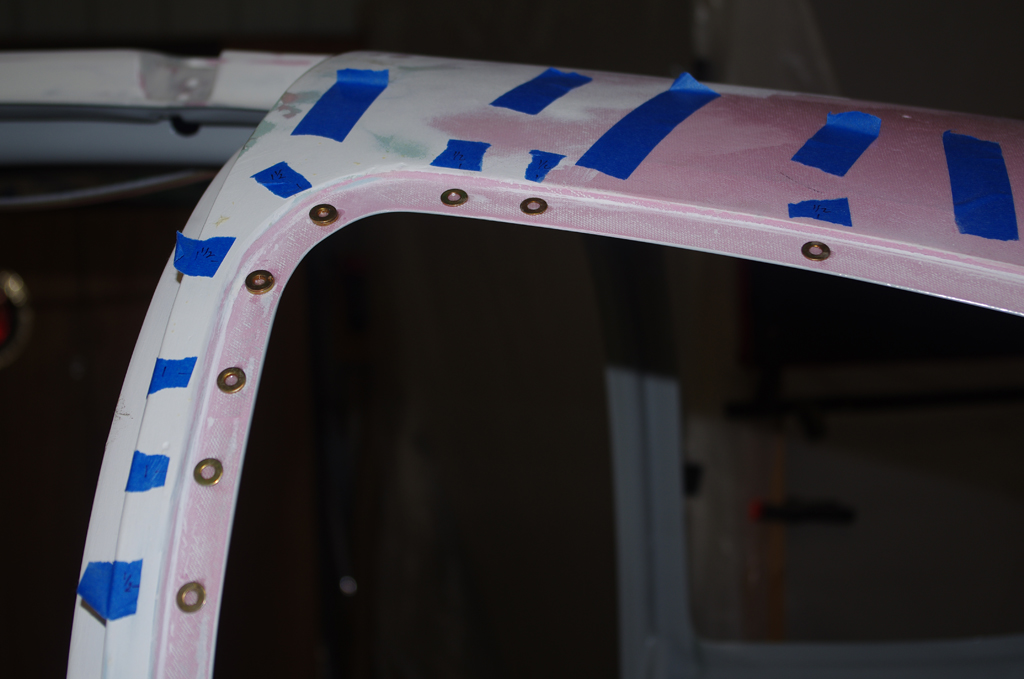 Shims in the form of AN960-10 and AN960-10L washers were placed to bring the window surface to level to -.010 inch of the canopy. This helps with the physical holding of the window, plus will allow for later blending with filler to a smooth transition.
Shims in the form of AN960-10 and AN960-10L washers were placed to bring the window surface to level to -.010 inch of the canopy. This helps with the physical holding of the window, plus will allow for later blending with filler to a smooth transition.

 The bonding process was a bit scary – only one shot to get it right. The reason is the Lord adhesive cures very quickly and is extremely difficult to remove after it sets. Fortunately the rear windows turned out fine.
The bonding process was a bit scary – only one shot to get it right. The reason is the Lord adhesive cures very quickly and is extremely difficult to remove after it sets. Fortunately the rear windows turned out fine.

 The same method described above was used on the door windows. Straps and clamps hold the windows tight to the frame while the adhesive cures.
The same method described above was used on the door windows. Straps and clamps hold the windows tight to the frame while the adhesive cures.
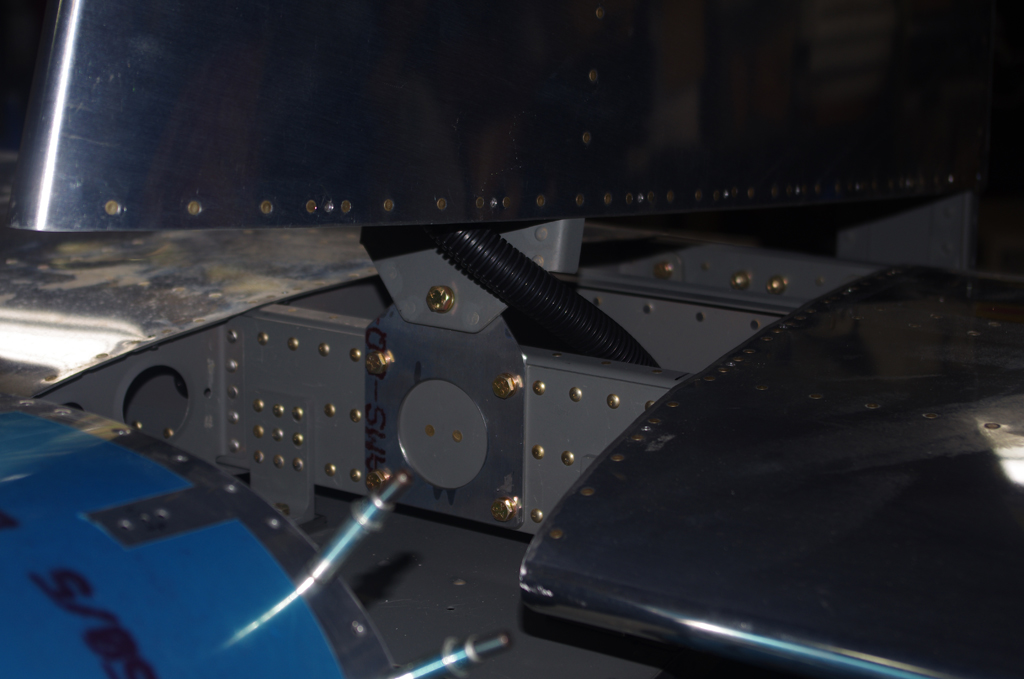
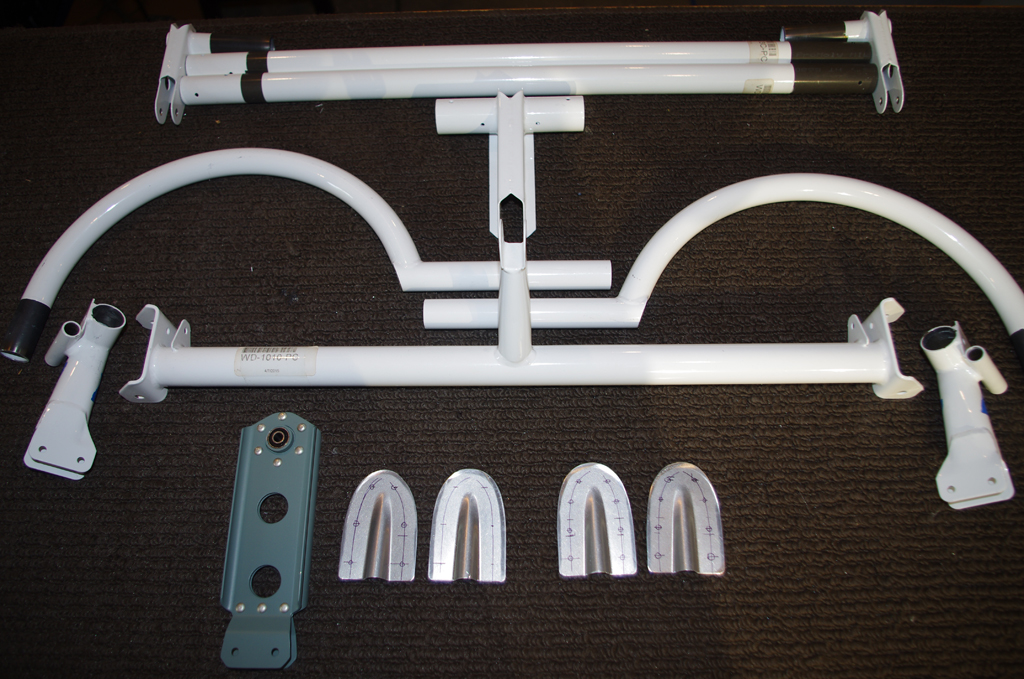
GMU MOUNT BRACKET
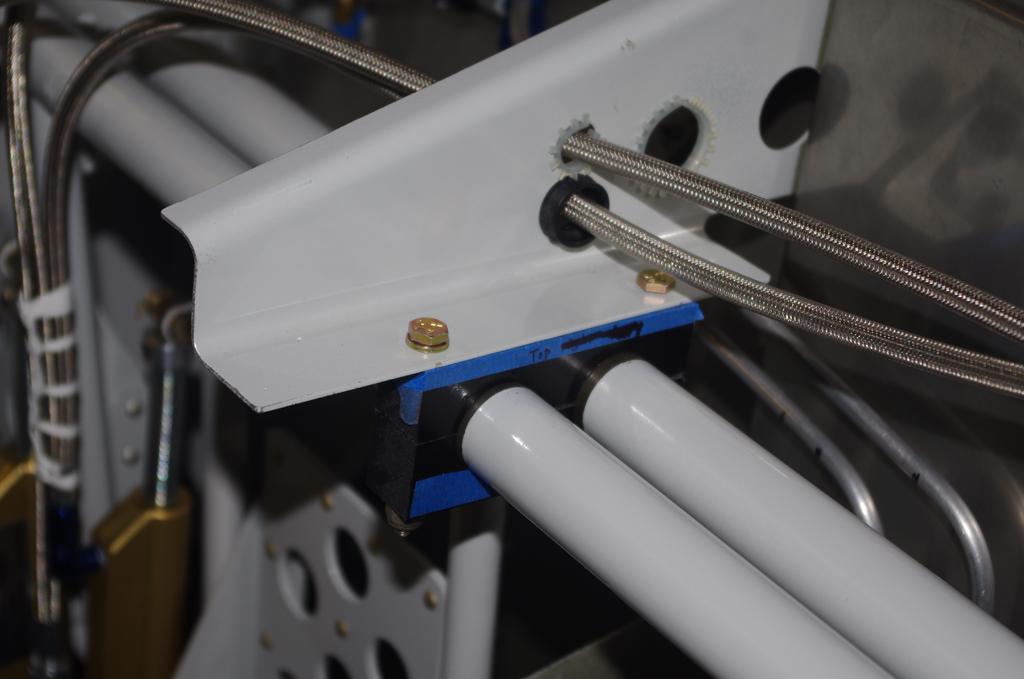
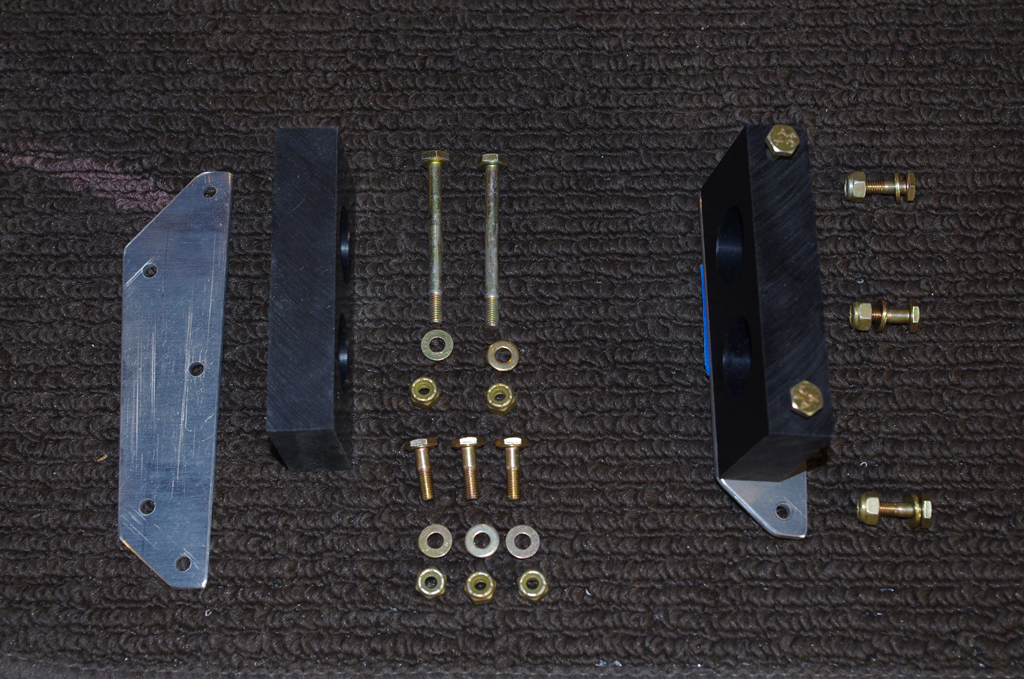
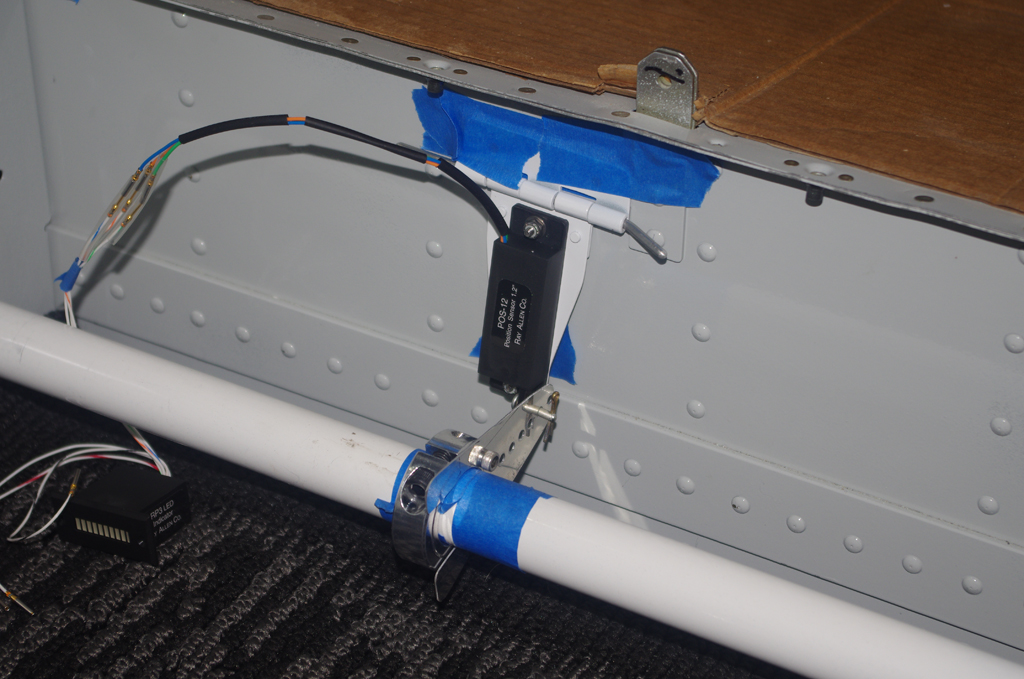
Previously a mounting bracket for the Garmin GMU 22 magnetometer was fabricated for placement in the mid-tail section. The angle of the bracket should be as close to zero degrees level with the fuselage waterline during flight as possible. It was determined with a digital protractor that the bracket needed to be adjusted about 1.8 degrees down to meet this requirement.
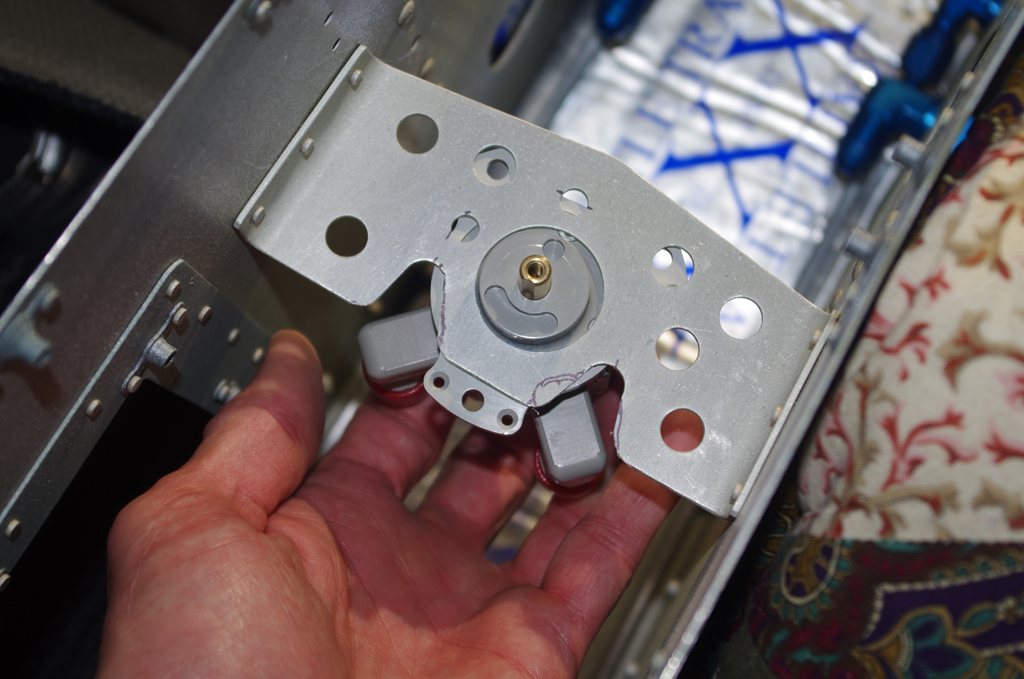
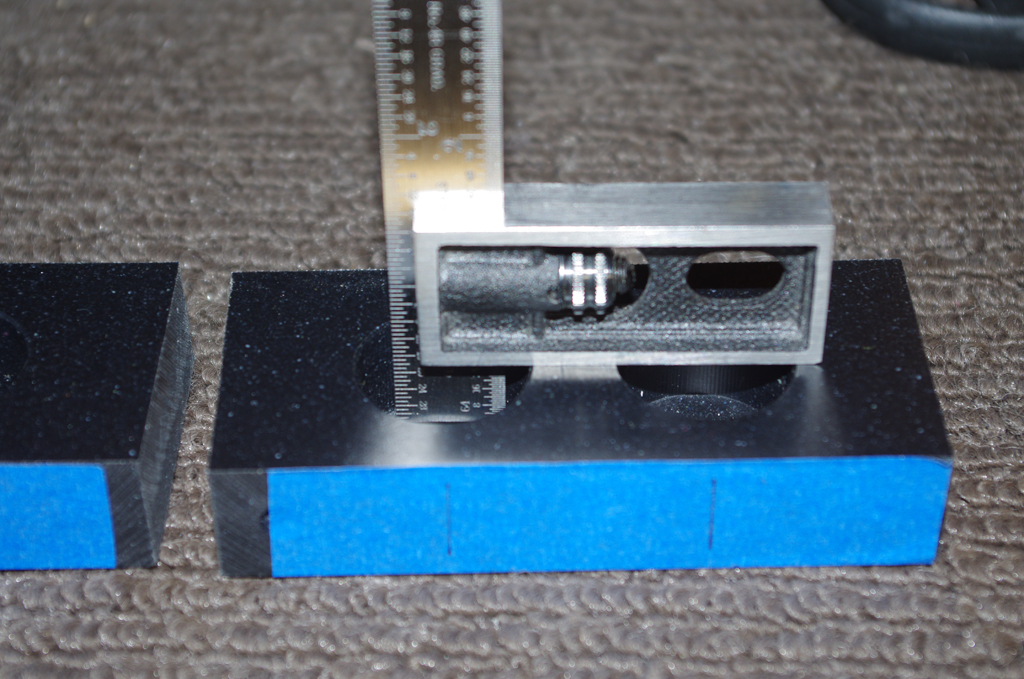
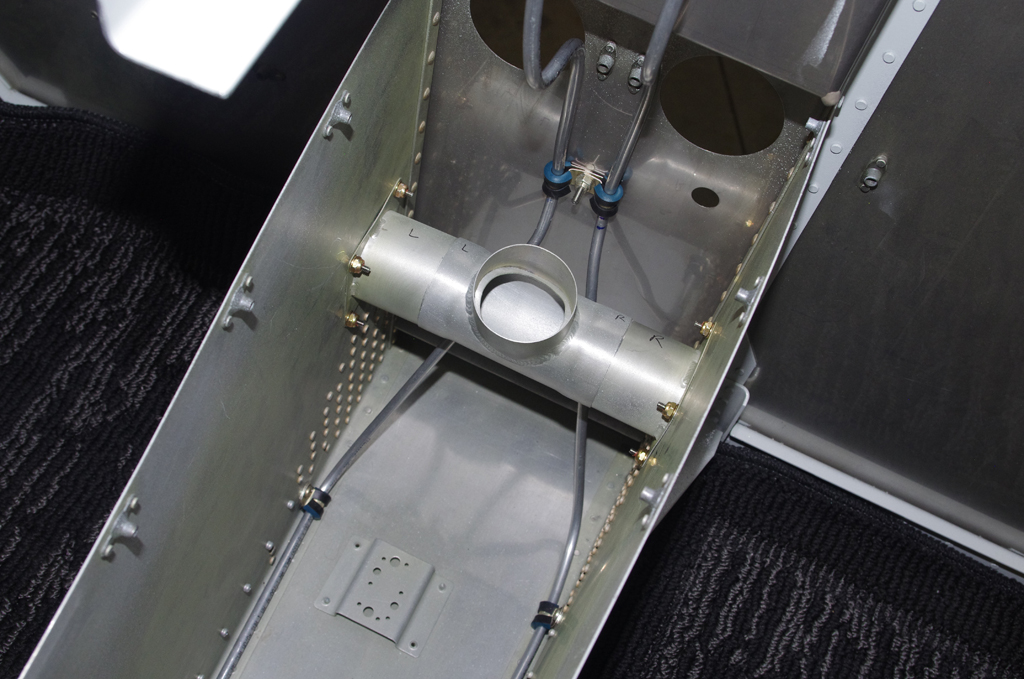
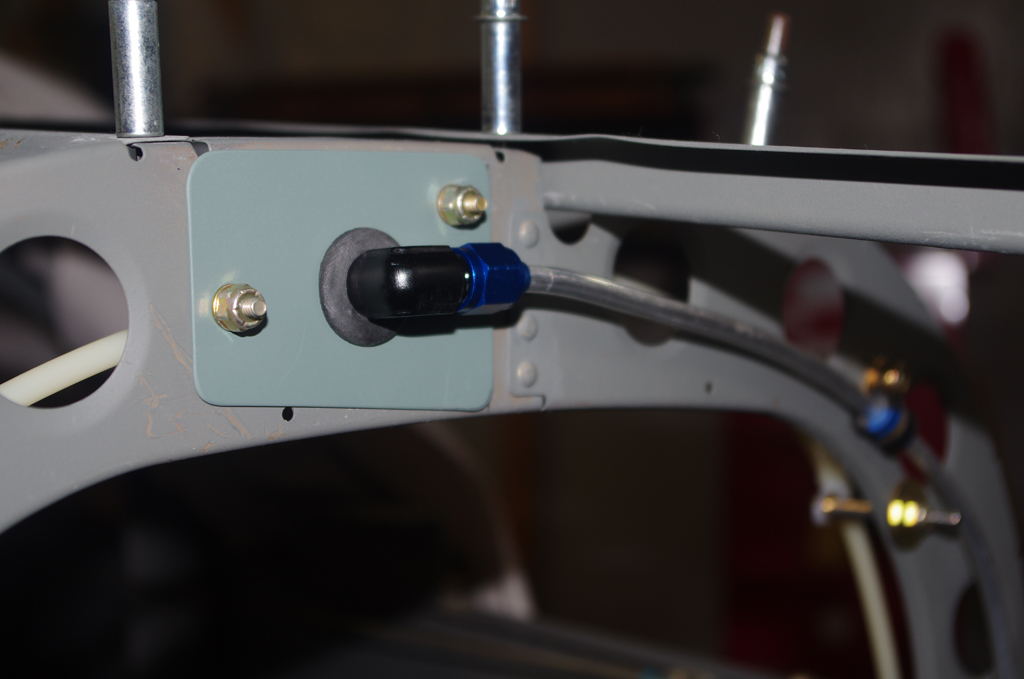
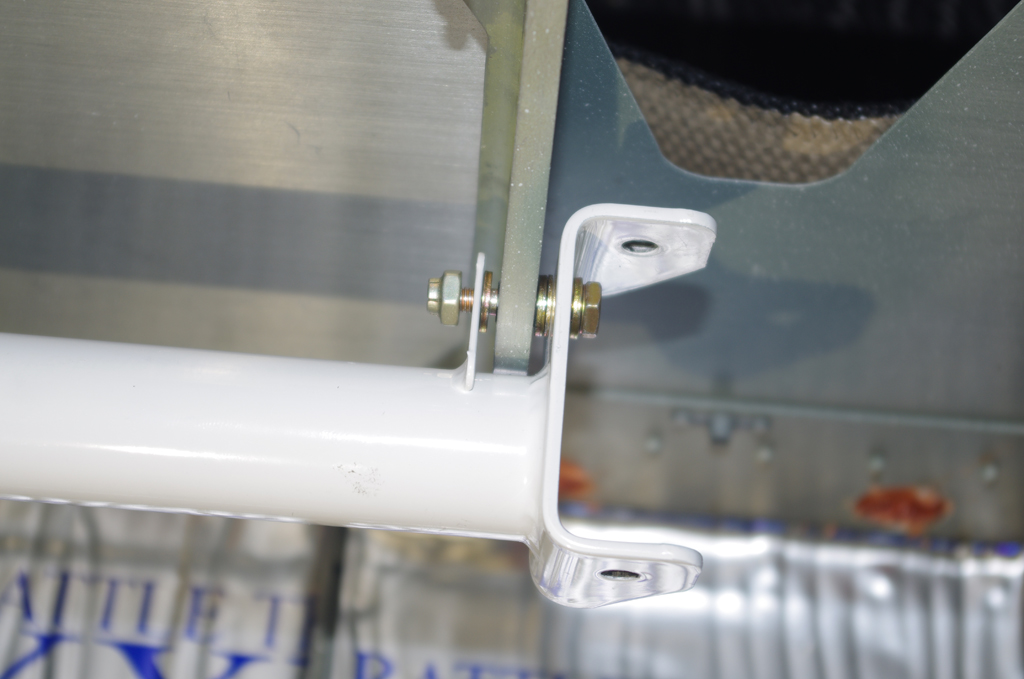
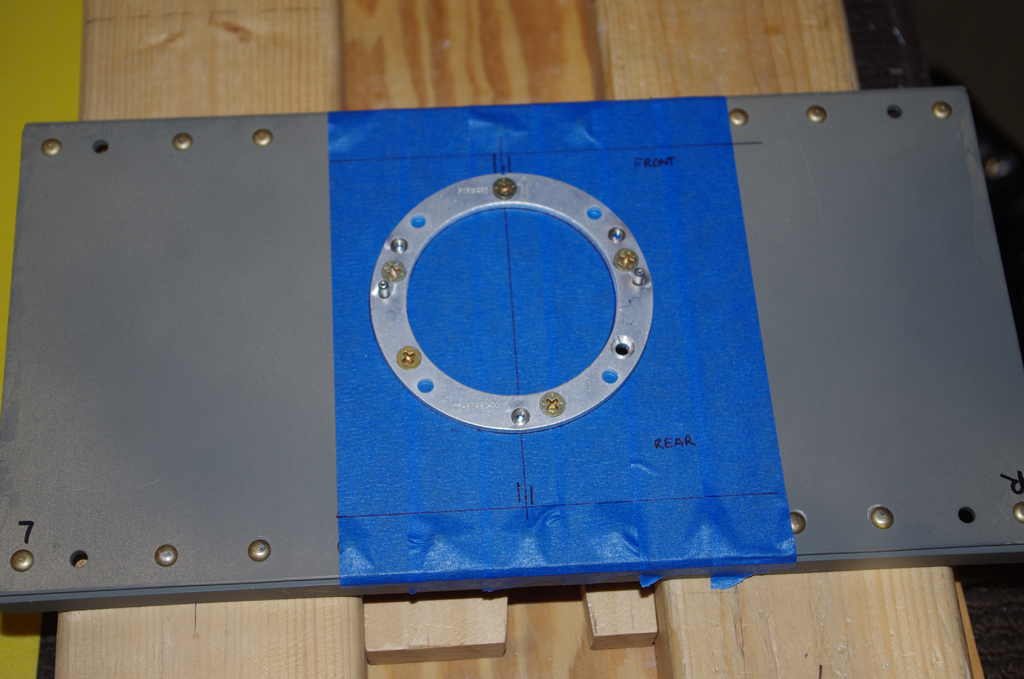 The bracket was constructed so that brass screws adjust the tilt angle of the magnetometer platform to the flight waterline. More on that adjustment in a later post. Here the GMU bracket is positioned along the plane centerline
The bracket was constructed so that brass screws adjust the tilt angle of the magnetometer platform to the flight waterline. More on that adjustment in a later post. Here the GMU bracket is positioned along the plane centerline
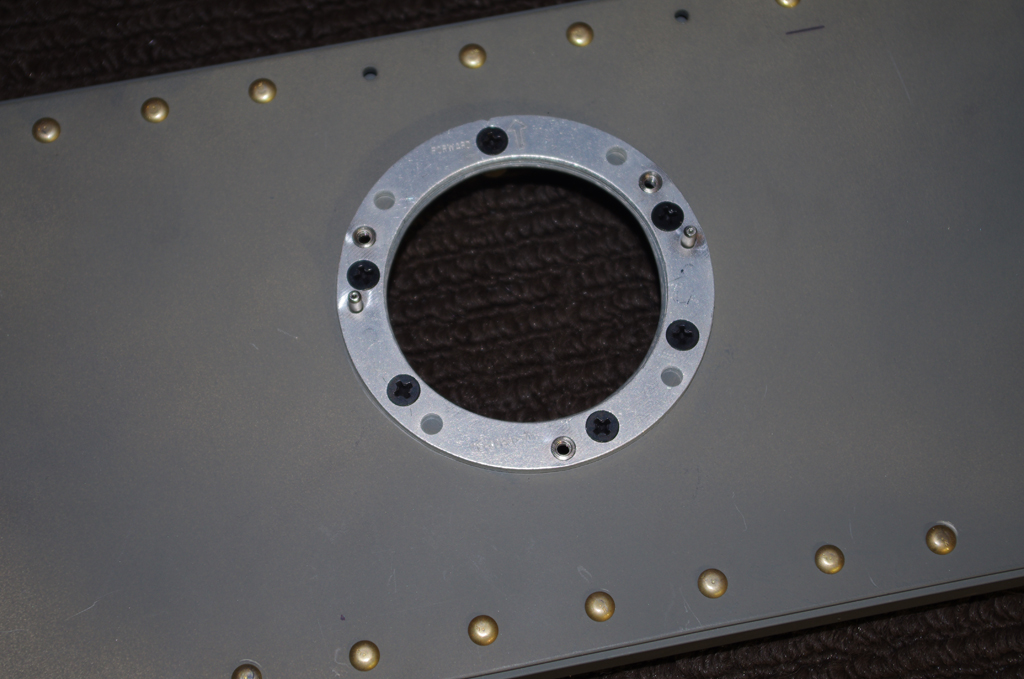
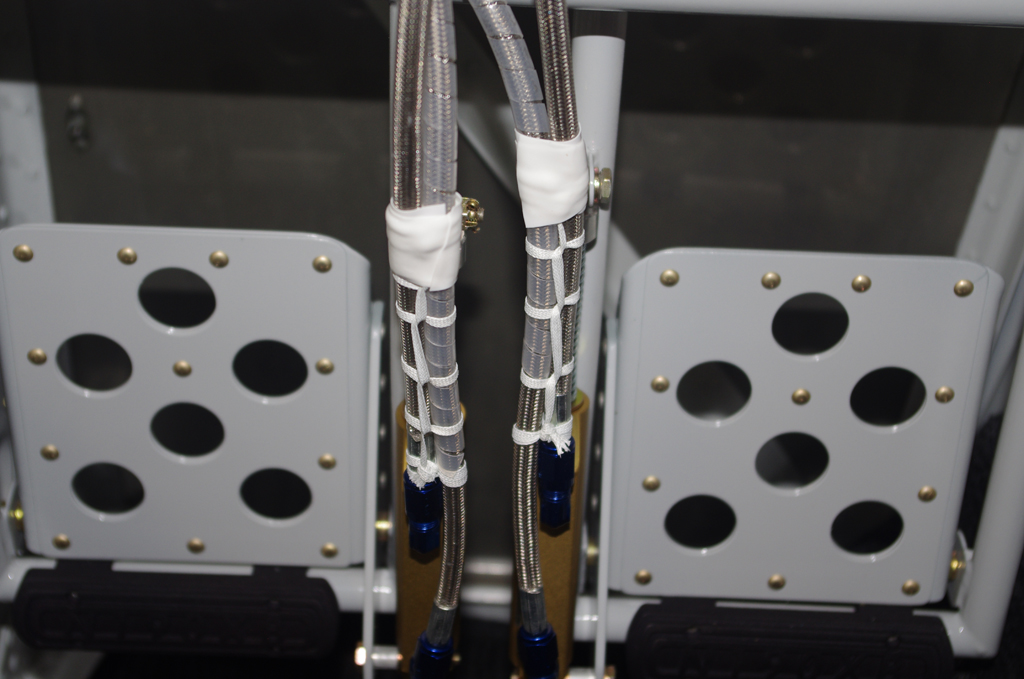
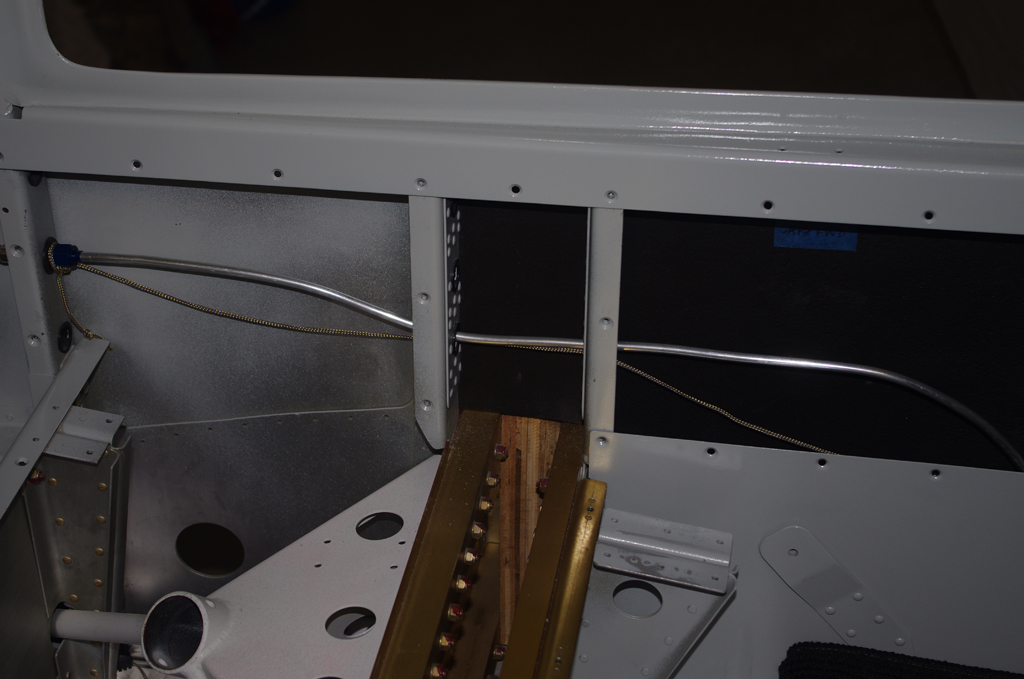
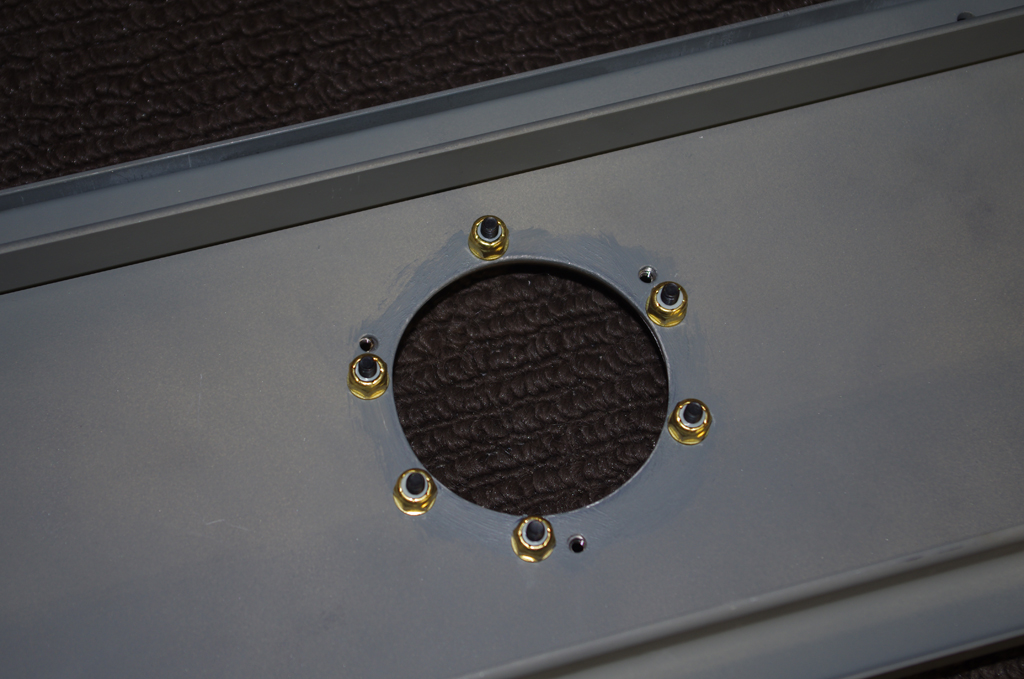 The GMU bracket seen from above and below after priming from the hole drilling. Note the use of brass screws and stop nuts. According to vendor specifications, any magnetic components should be at least 2-3 feet from the magnetometer. The location of the bracket in the tail should achieve this goal.
The GMU bracket seen from above and below after priming from the hole drilling. Note the use of brass screws and stop nuts. According to vendor specifications, any magnetic components should be at least 2-3 feet from the magnetometer. The location of the bracket in the tail should achieve this goal.


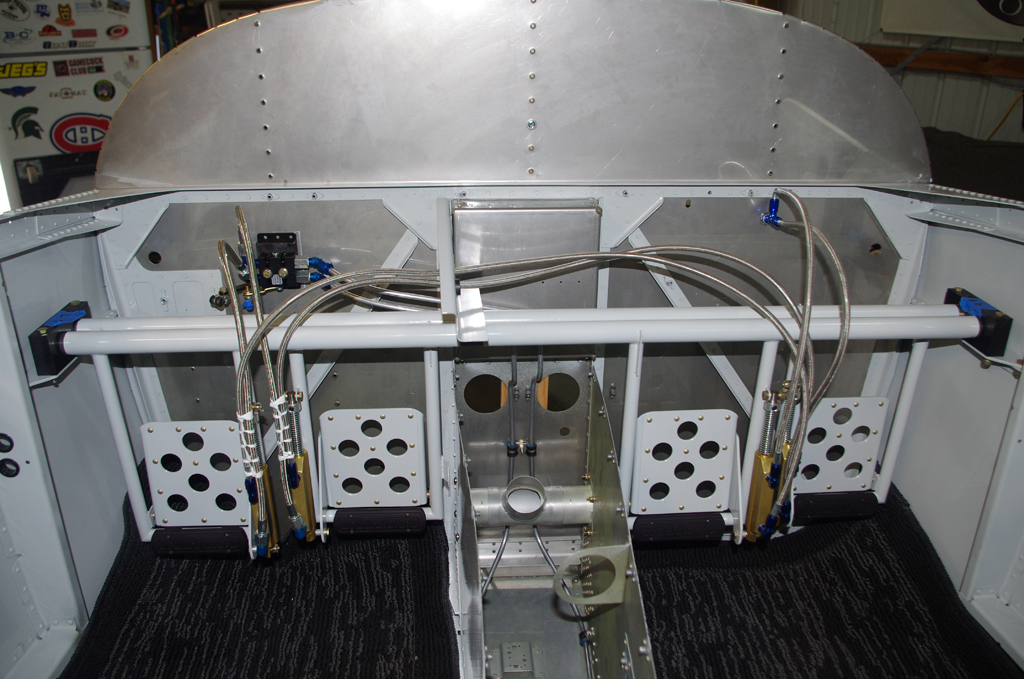
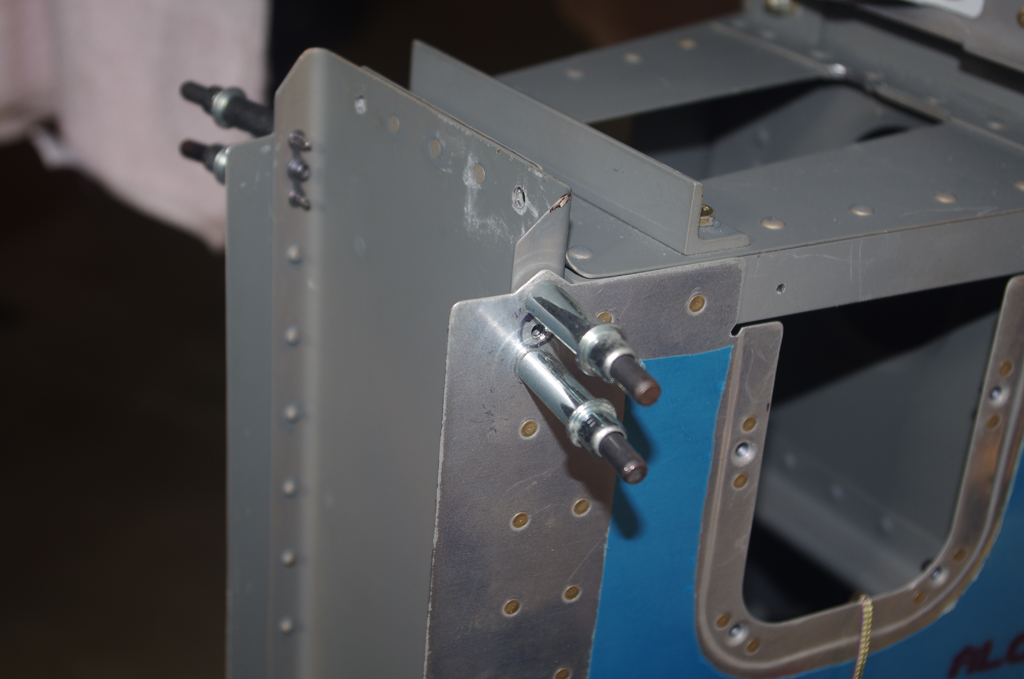
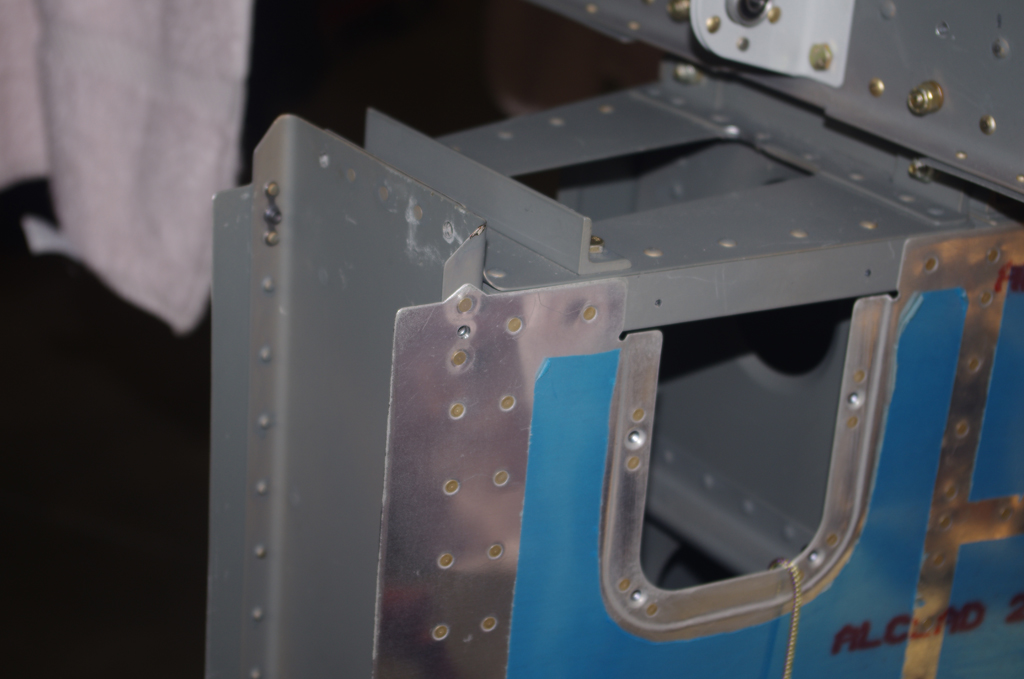
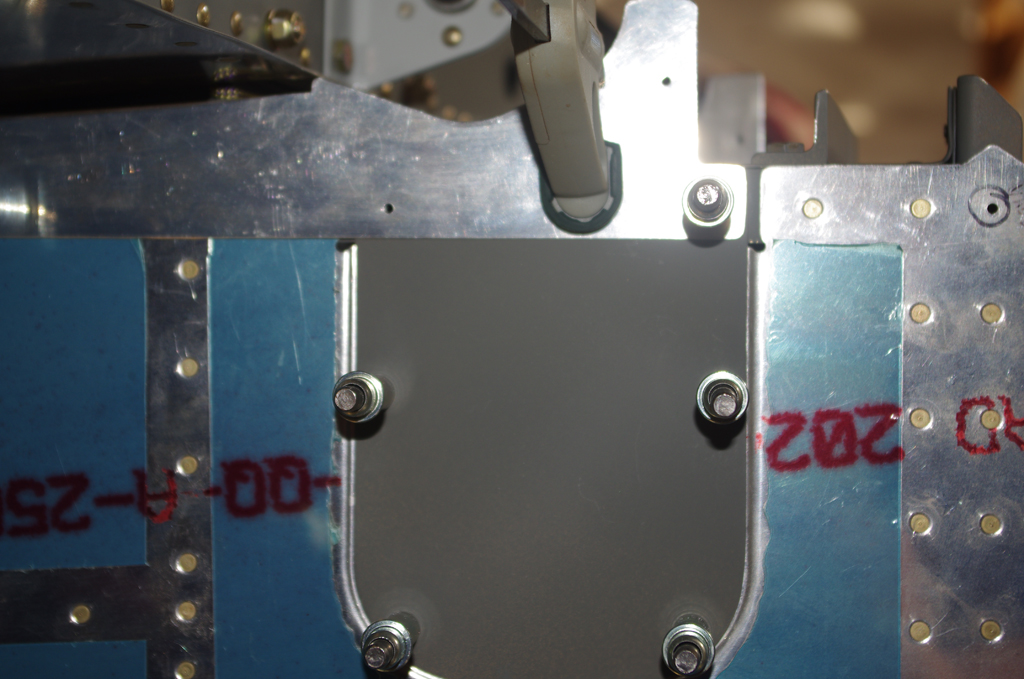
These pictures are the final fit of the GMU bracket to the custom platform.




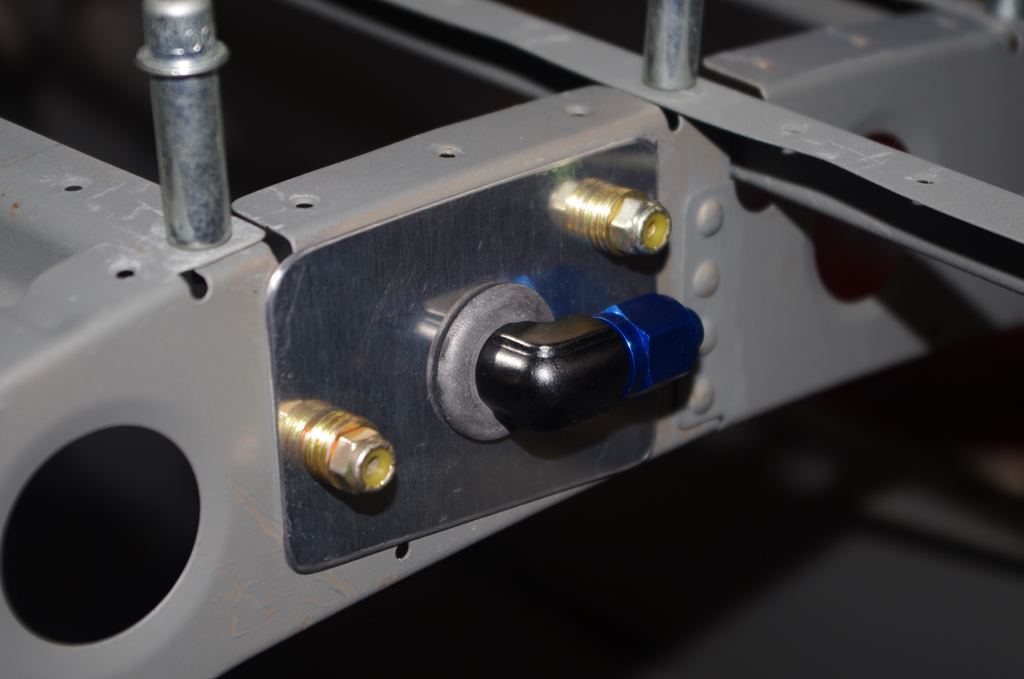















 The forward and aft NACA air vents were fastened with ProSeal and #4 stainless screws into position. Later SuperFil will be applied to smooth out the backing plate rivets.
The forward and aft NACA air vents were fastened with ProSeal and #4 stainless screws into position. Later SuperFil will be applied to smooth out the backing plate rivets.



















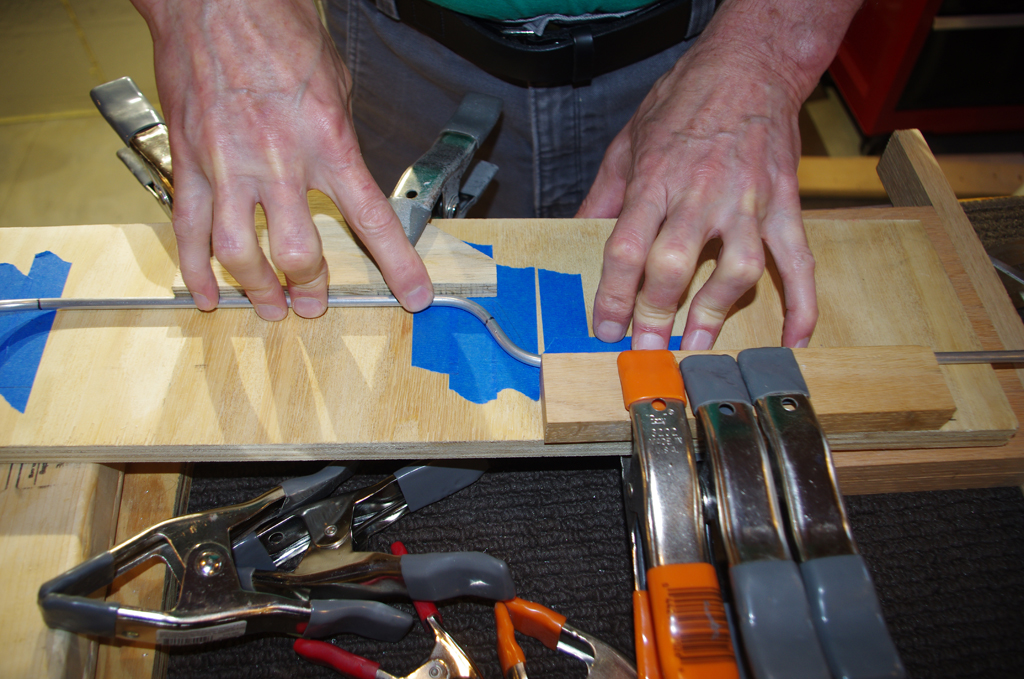
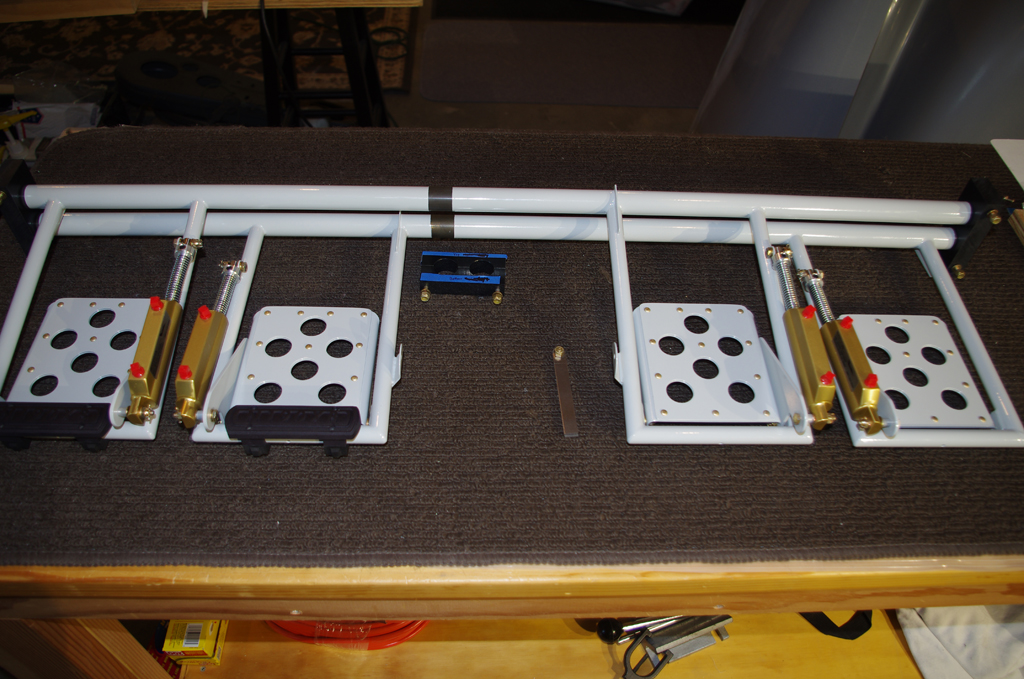
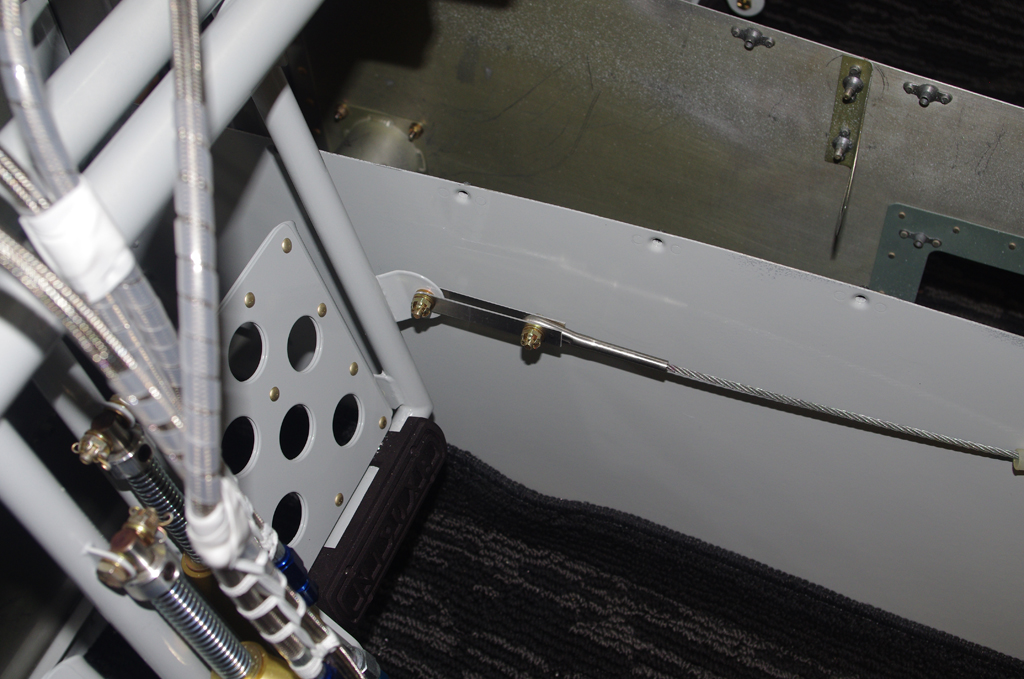
 This jig was created to align the neutral position of the elevators at the bellcrank position. The final configuration was established with later posts on Empennage Attachment.
This jig was created to align the neutral position of the elevators at the bellcrank position. The final configuration was established with later posts on Empennage Attachment.