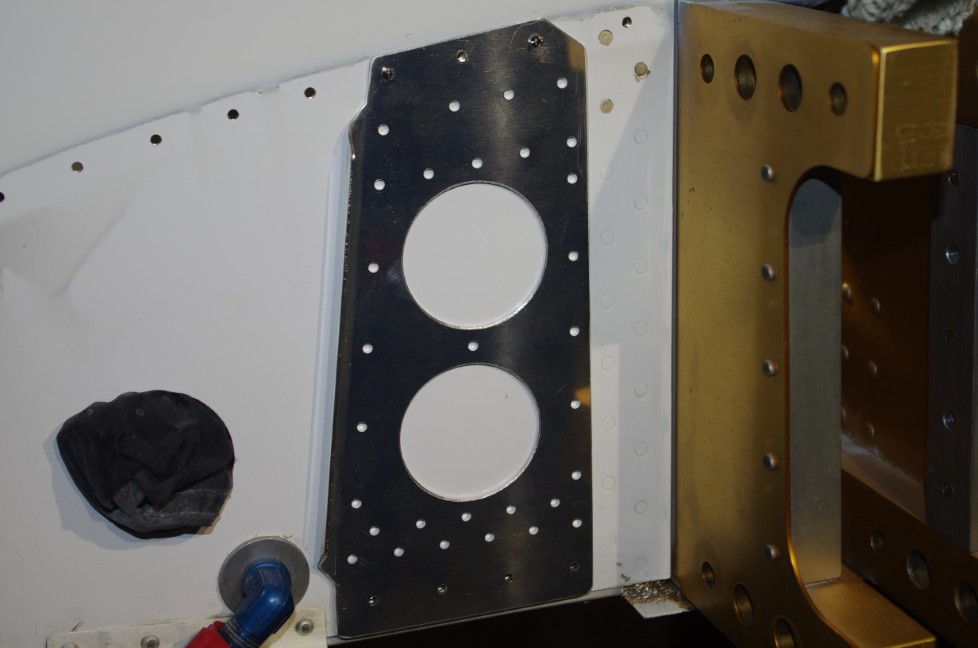
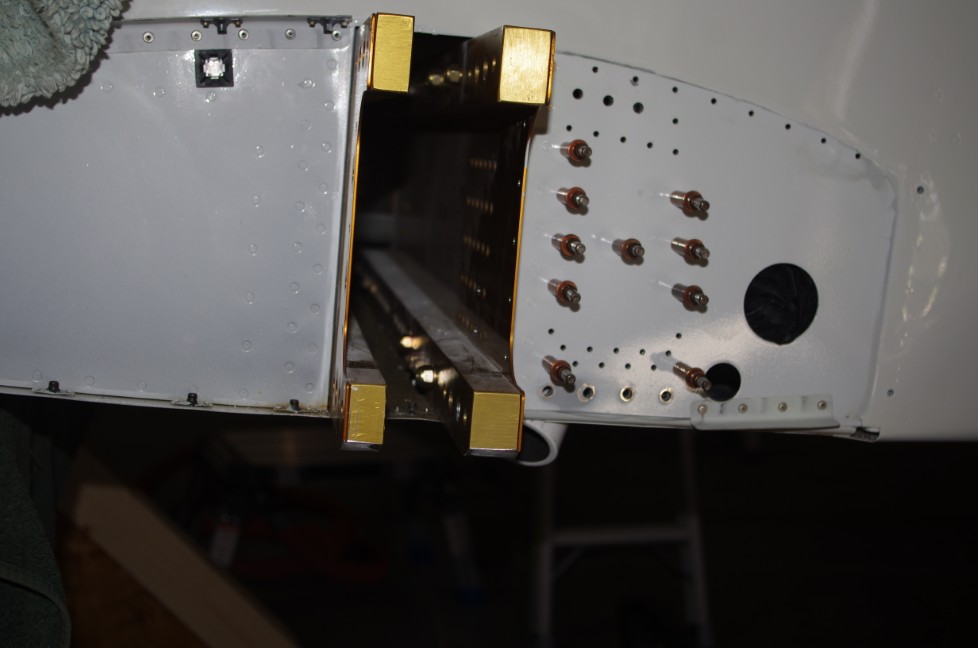
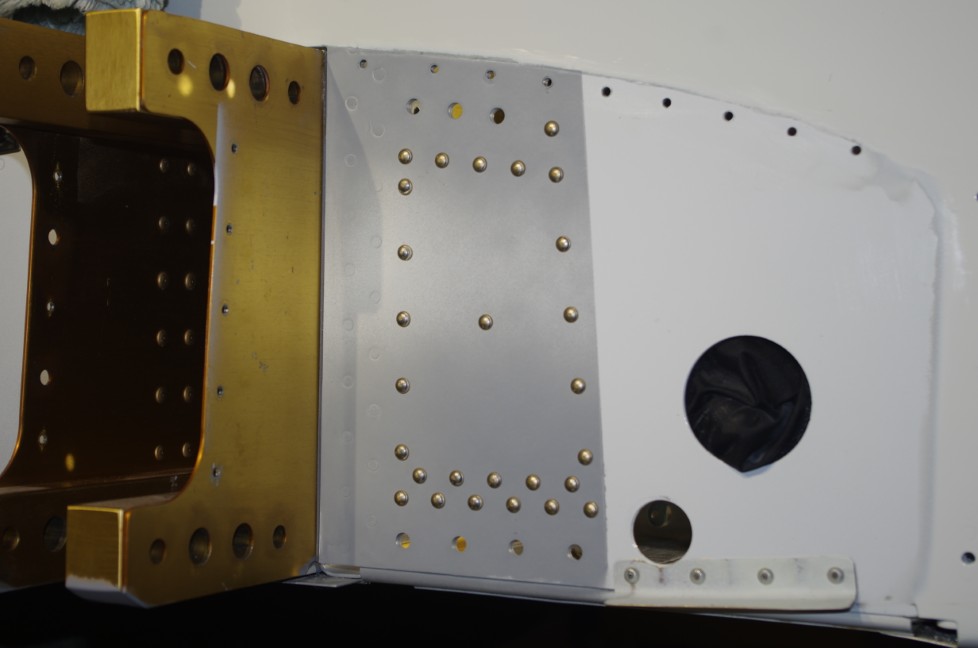
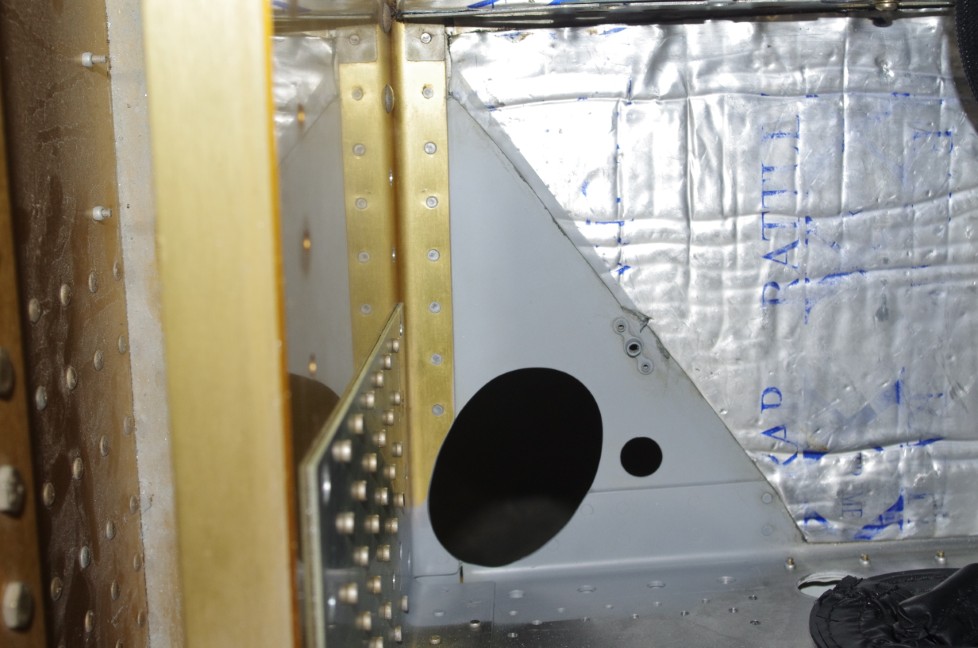
In my opinion enlarging the spar bolt holes to accommodate the new mount was the most difficult part of the entire project.
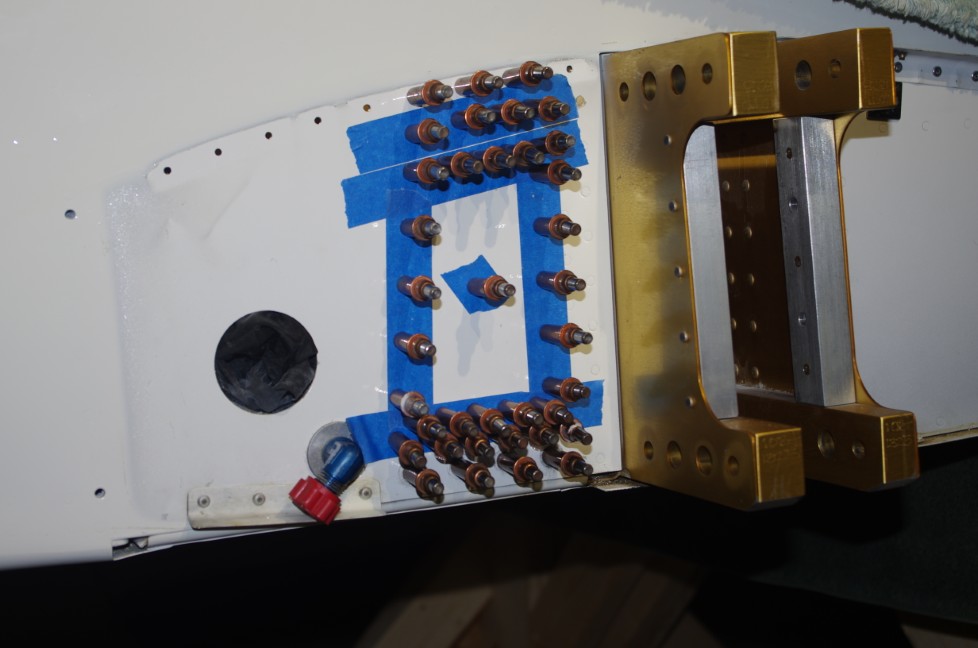
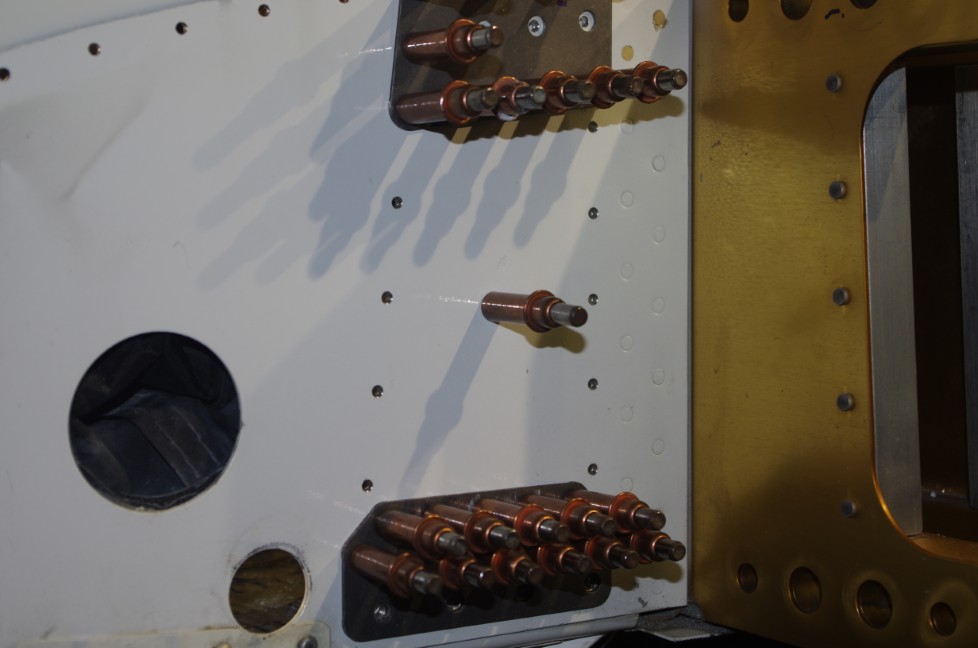
The instructions indicate using the Vans supplied drill guides to final drill the holes to size. I felt this single pass with a drill may result in an oblong hole, so decided to use another approach. Custom drill guides made from 1144 stressproof steel hex bar were fabricated on a lathe. Two drill guides were made for each new hole size – one undersized for initial drilling, and one for reaming to final, nominal size. Due to restricted space for the lower spar holes, a pneumatic right angle drill was used for the work.
TOOLS (in addition to those described in the Bulletin)

 right angle undersized drills and guides (.2420 from C letter drill and .3020 from N letter drill)
right angle undersized drills and guides (.2420 from C letter drill and .3020 from N letter drill)
right angle nominal reamers and guides (.2500 for AN4 bolts, .3125 for AN5 bolts)
Yardstore part numbers for various sized reamers
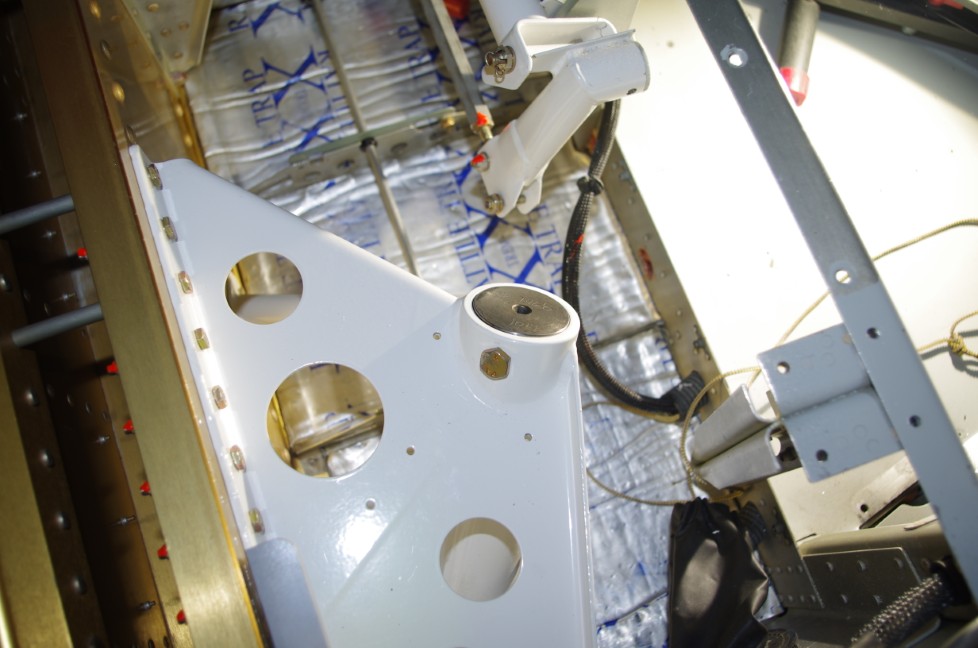
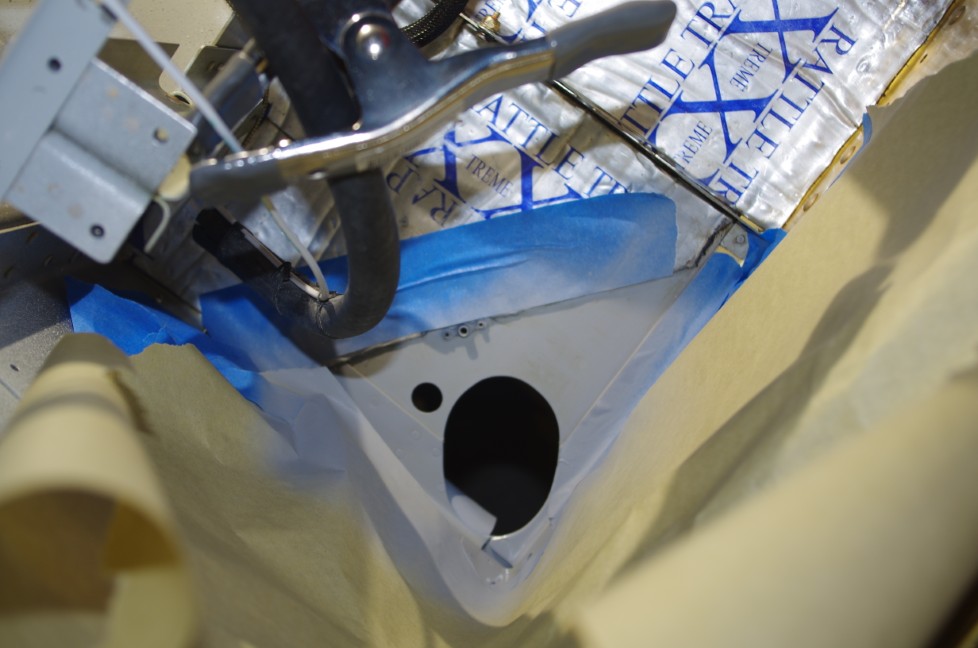
Gator V-DrillGuide for side holes
sawhorse for 1600 pounds
TECHNIQUES
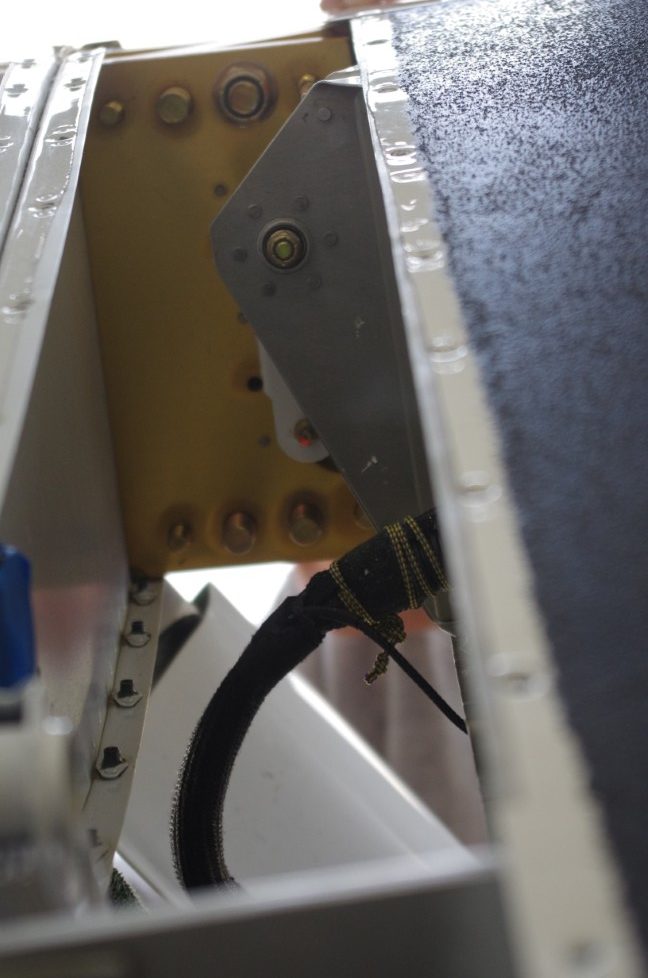
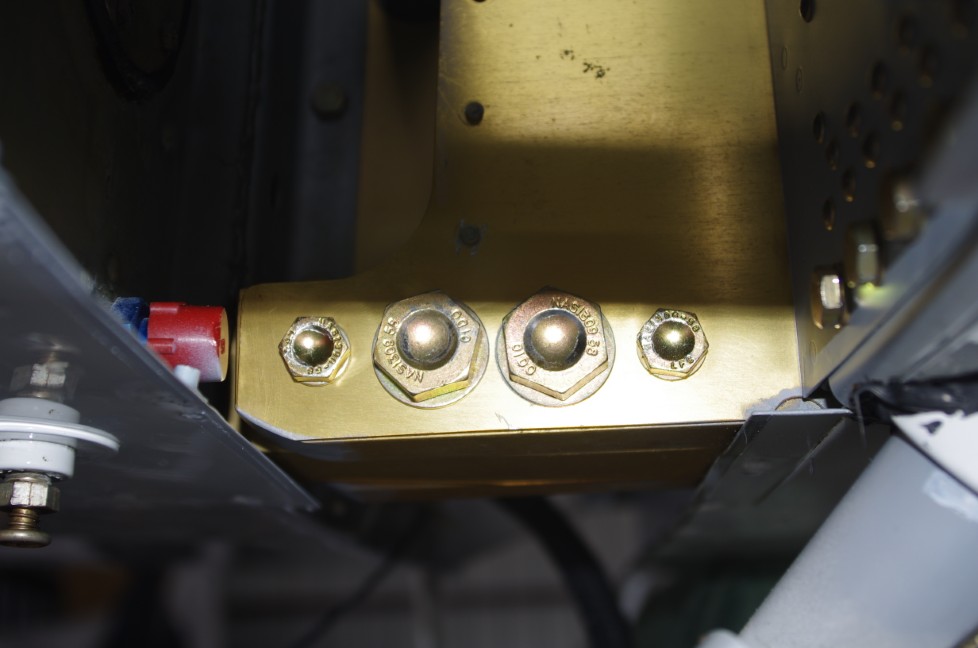
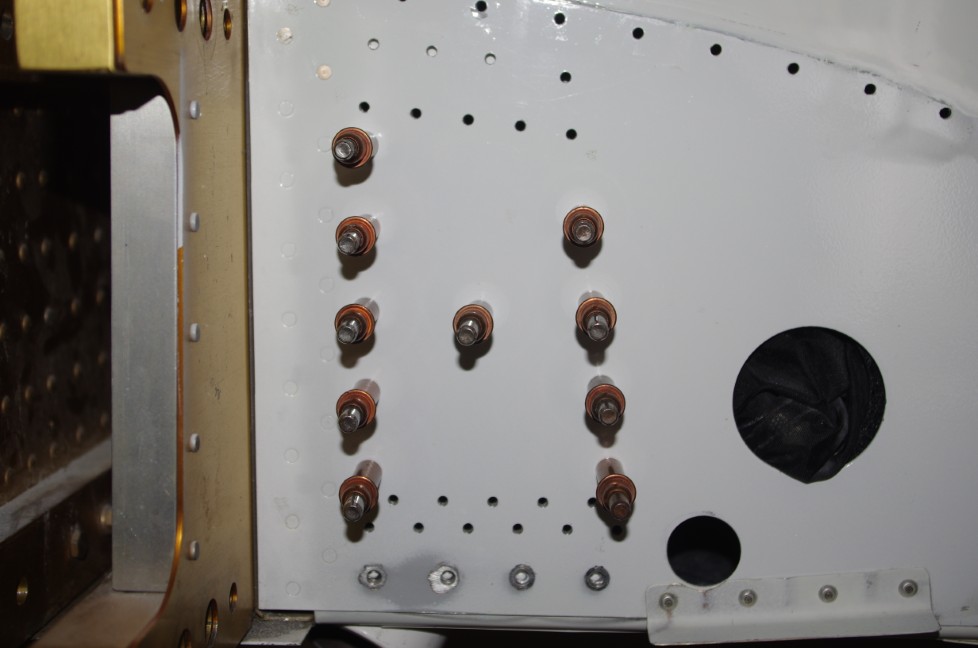
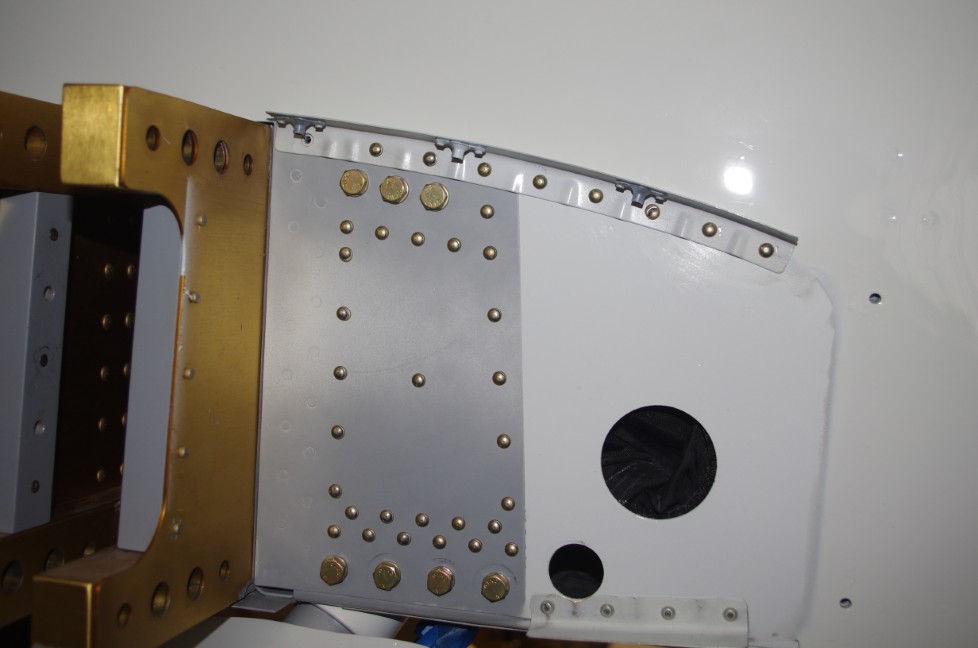
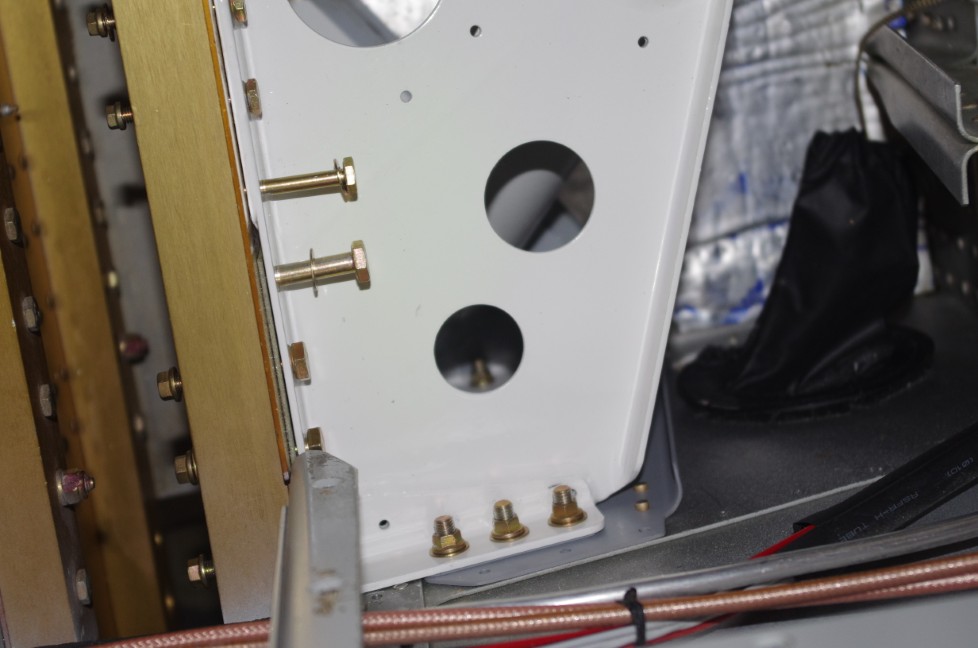
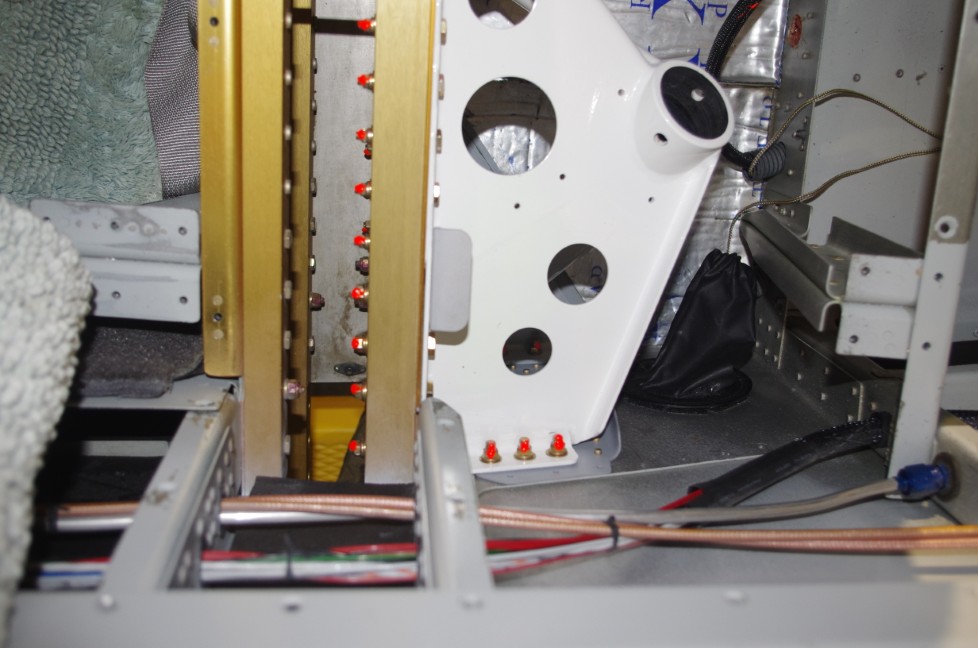
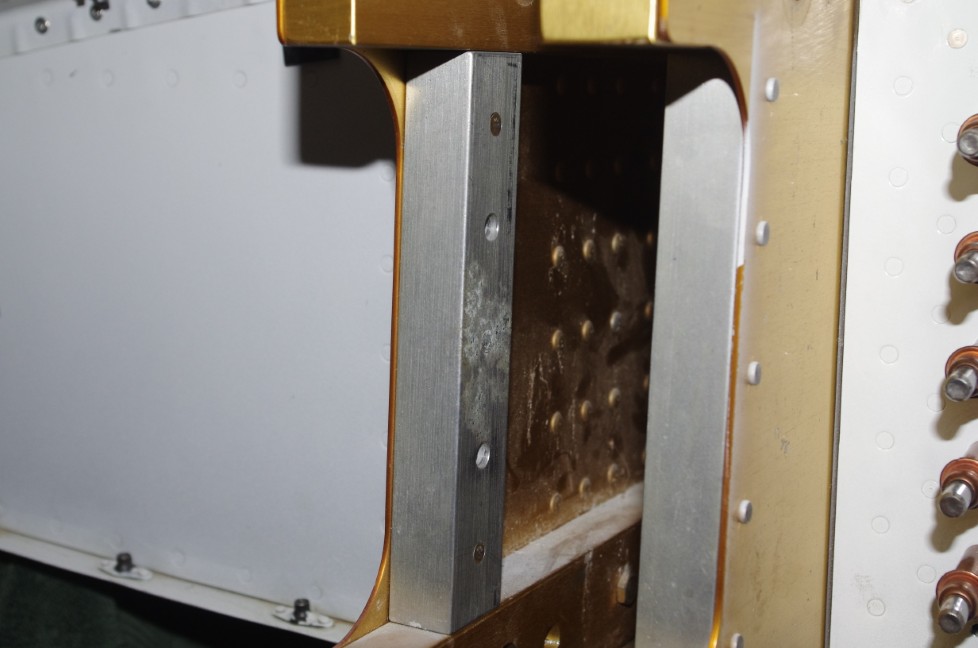
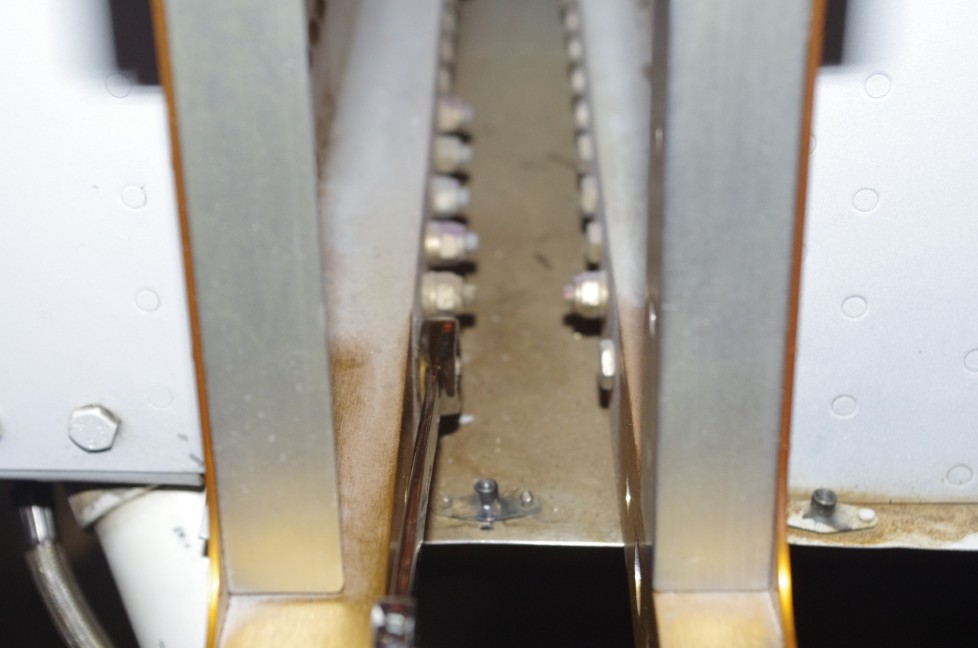
Remove F-1004F Center Section Upright Bar and F-1004N Stiffener Angles for easier hand access to spar interior and lock nuts for weldment mount bolts.
The custom drill guides made from 7/8″ steel bar made it easy to hold firmly with a box end wrench. This compares to the round drill guides provided in the Vans kit. See Service Bulletin Steps 19 – 22.