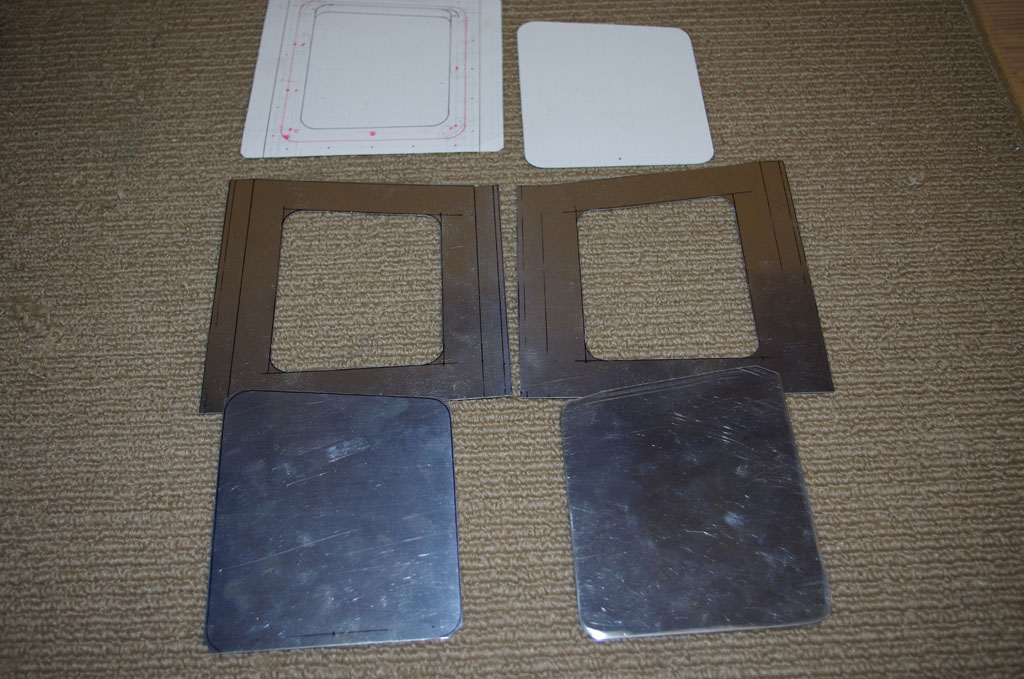
This weekend was about prime and rivet the inspection backers to baggage floor, then position and drill for the antenna plates for the right side installation.

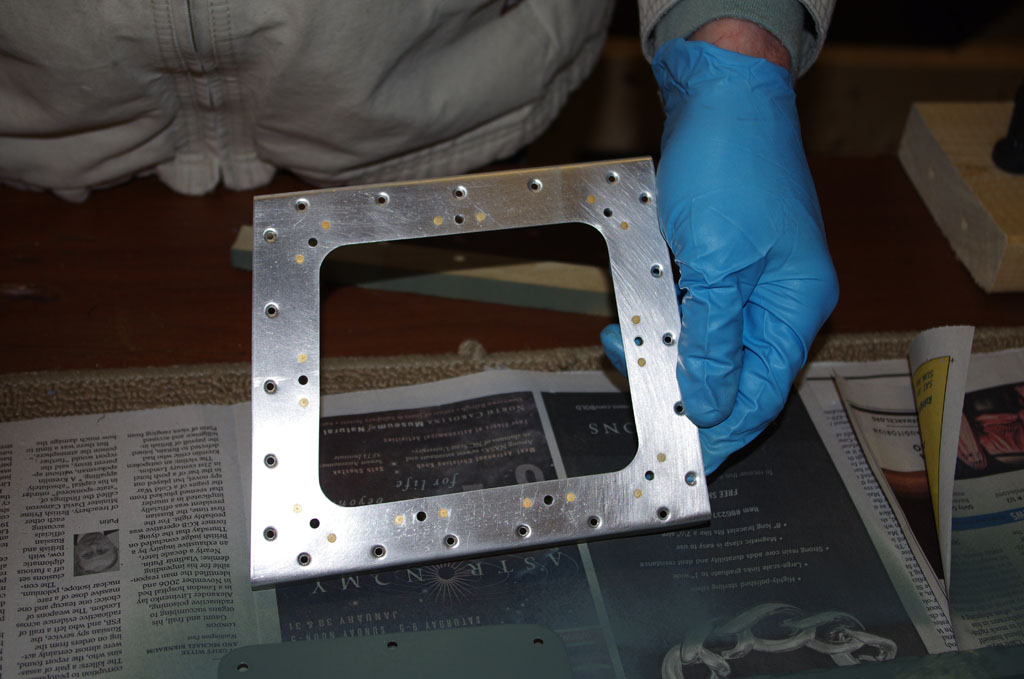

Add nutplates and prime with SEM aerosol can.
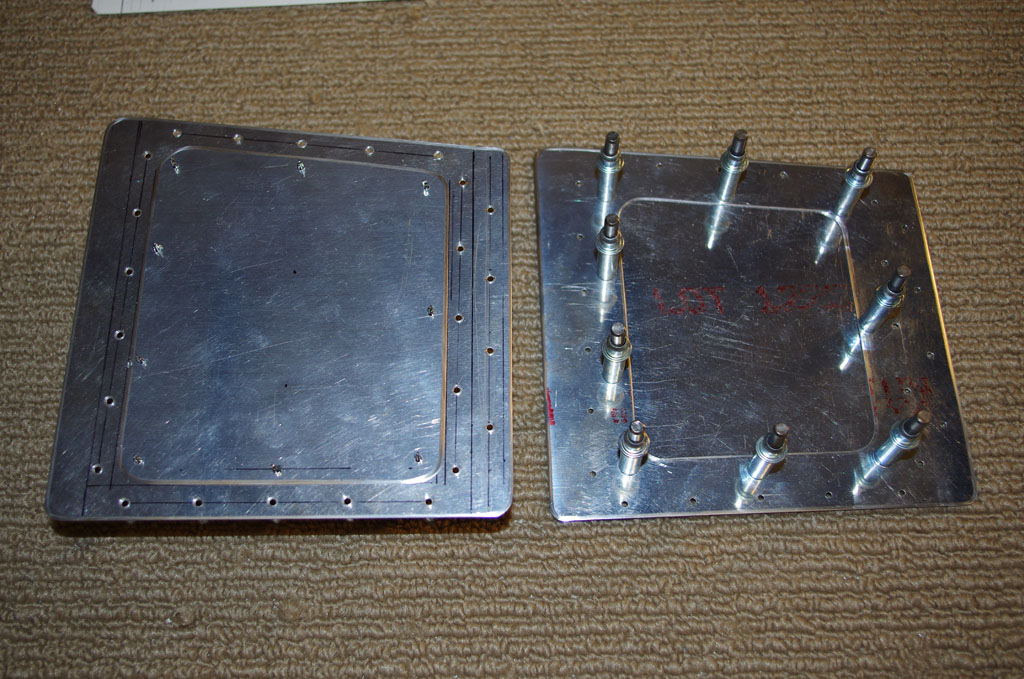
 Top and bottom sides after completion of riveting.
Top and bottom sides after completion of riveting.
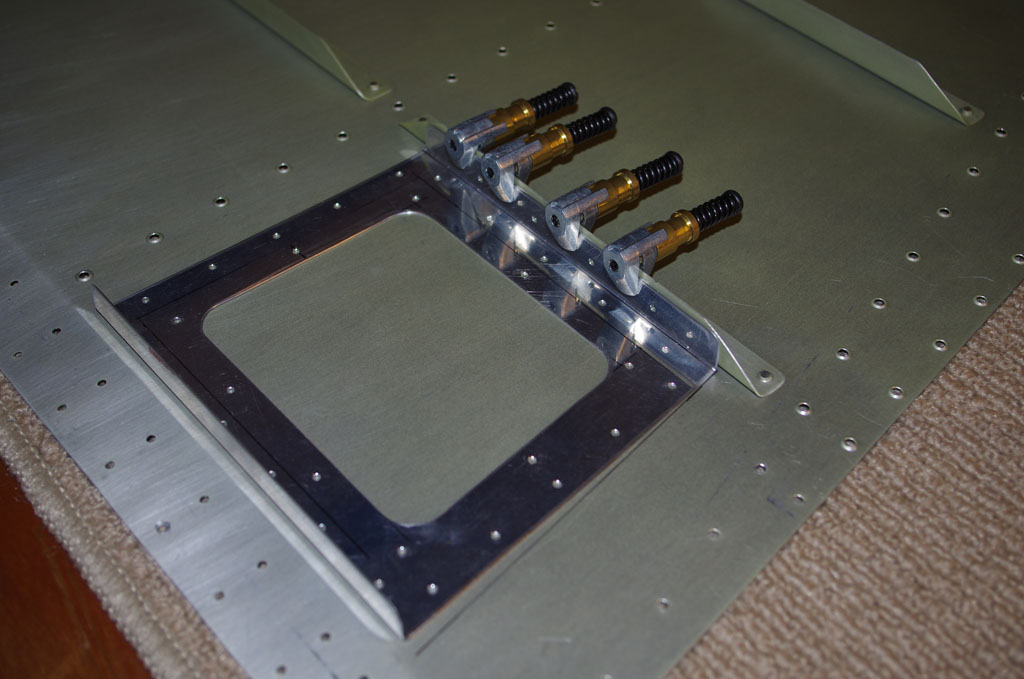
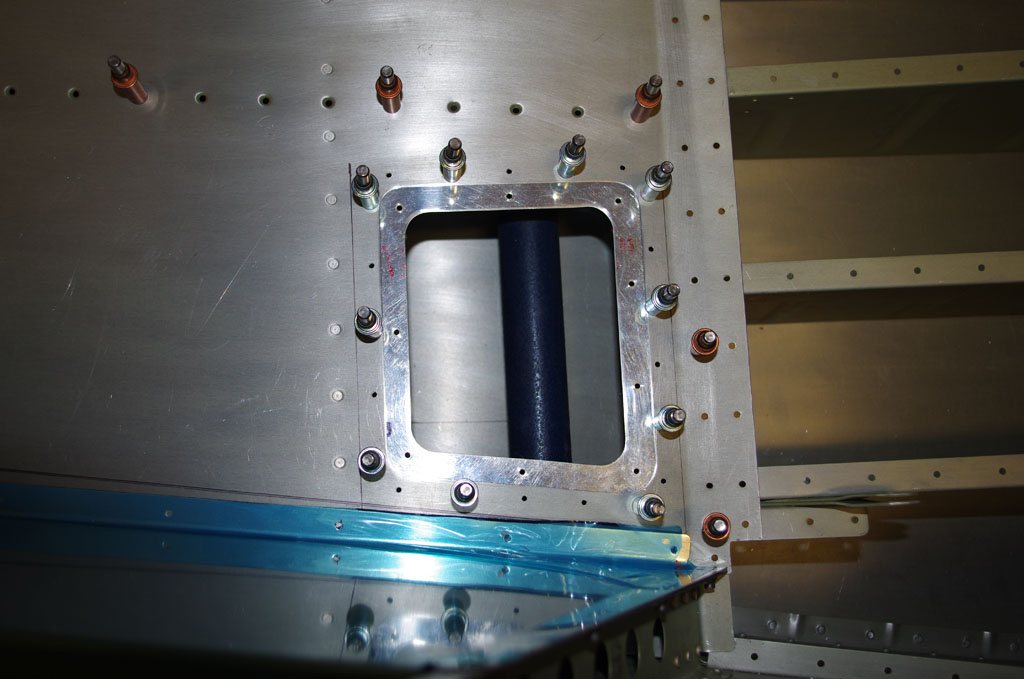
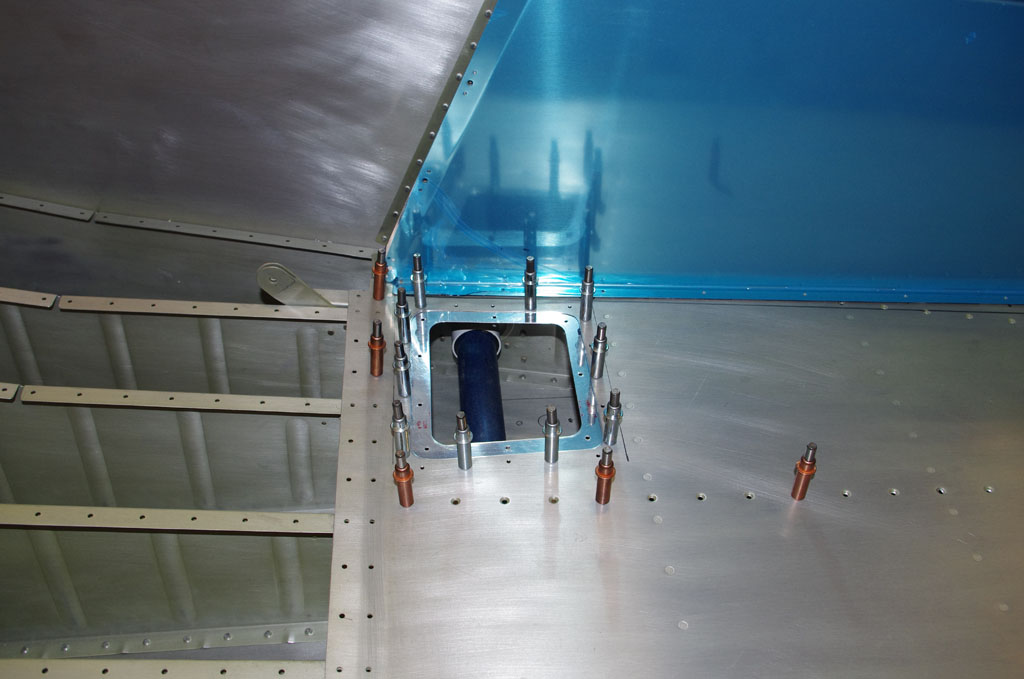
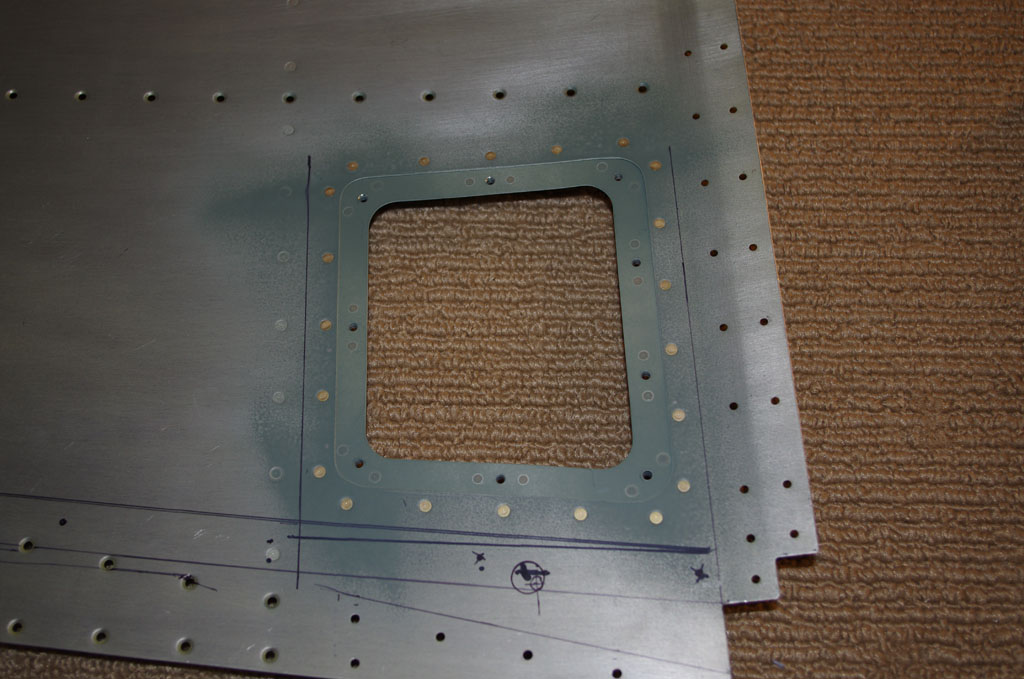
 This angle in this photo shows the 9/16″ hole drilled through the baggage floor to allow later access to the step bolt.
This angle in this photo shows the 9/16″ hole drilled through the baggage floor to allow later access to the step bolt.
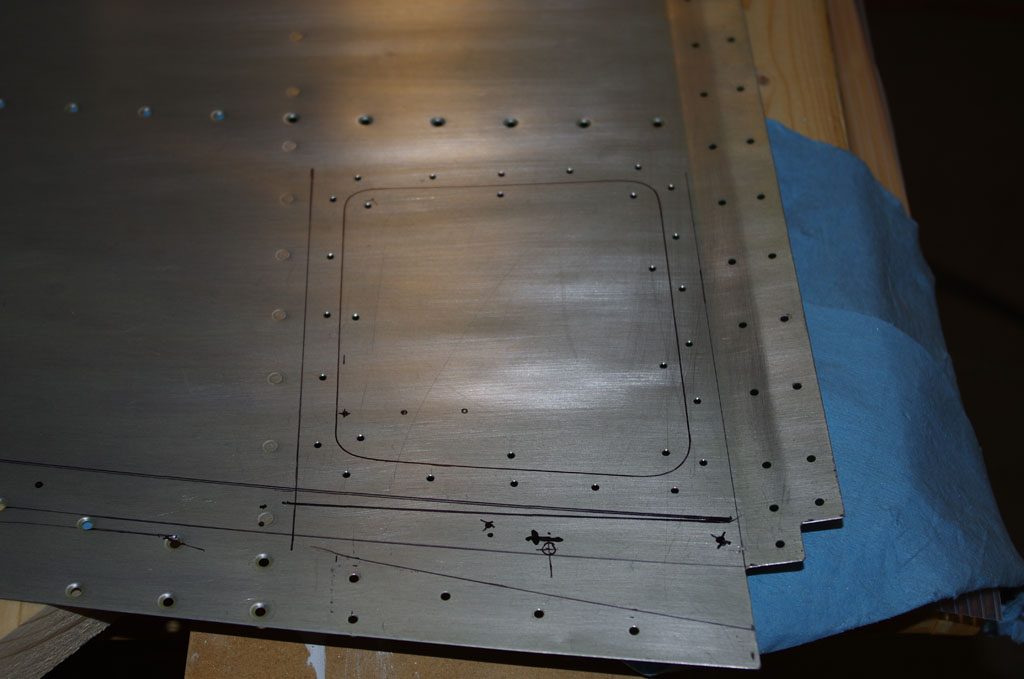
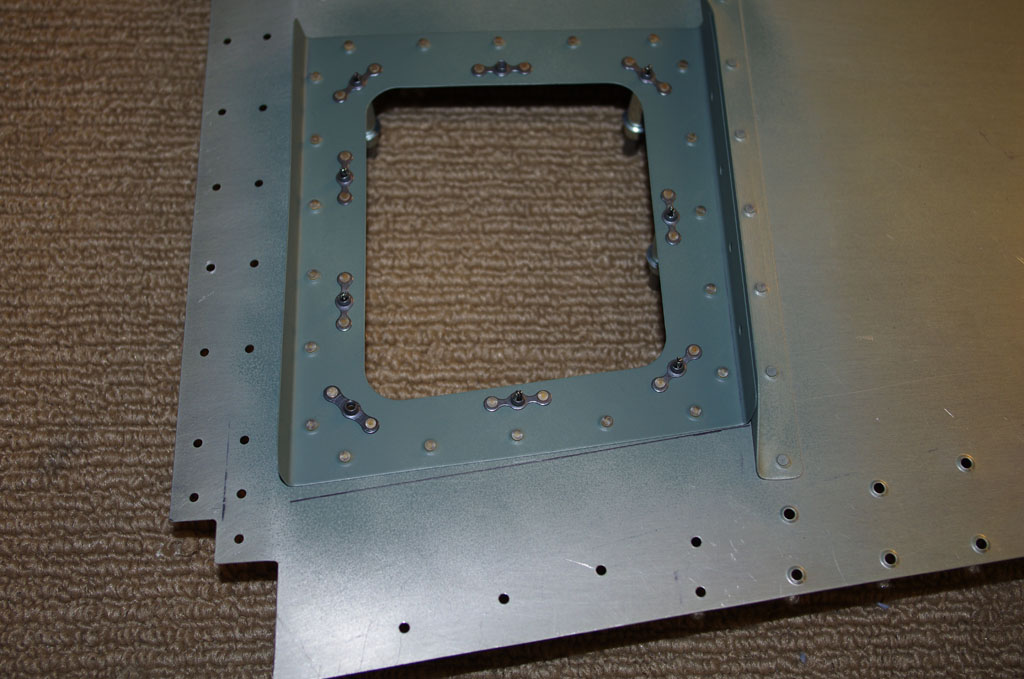
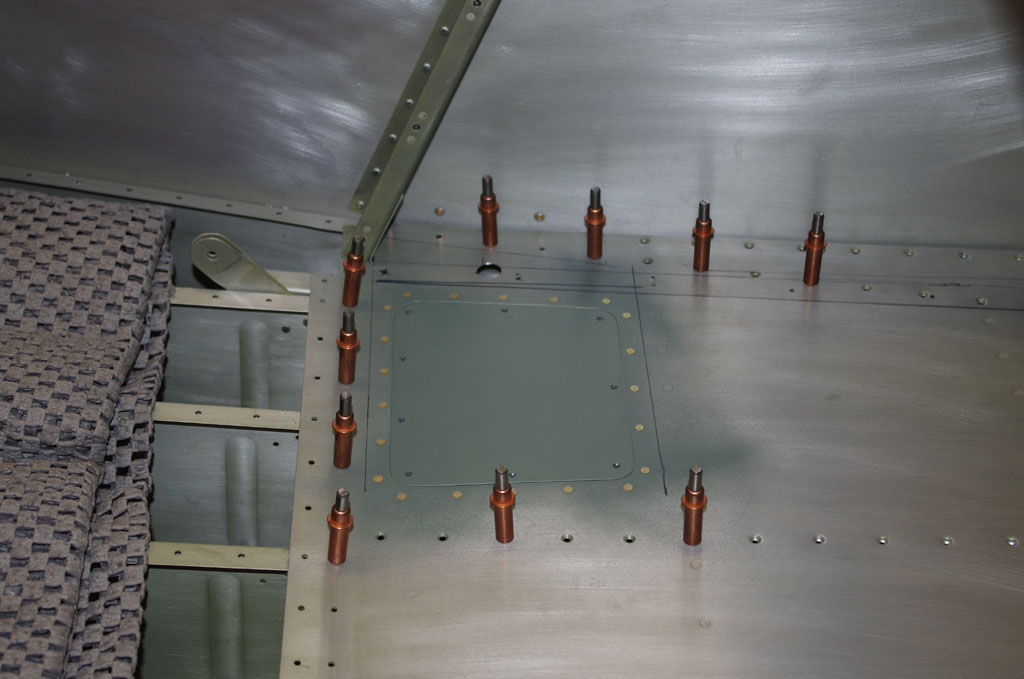 Two photos of the inspection plate in position.
Two photos of the inspection plate in position.

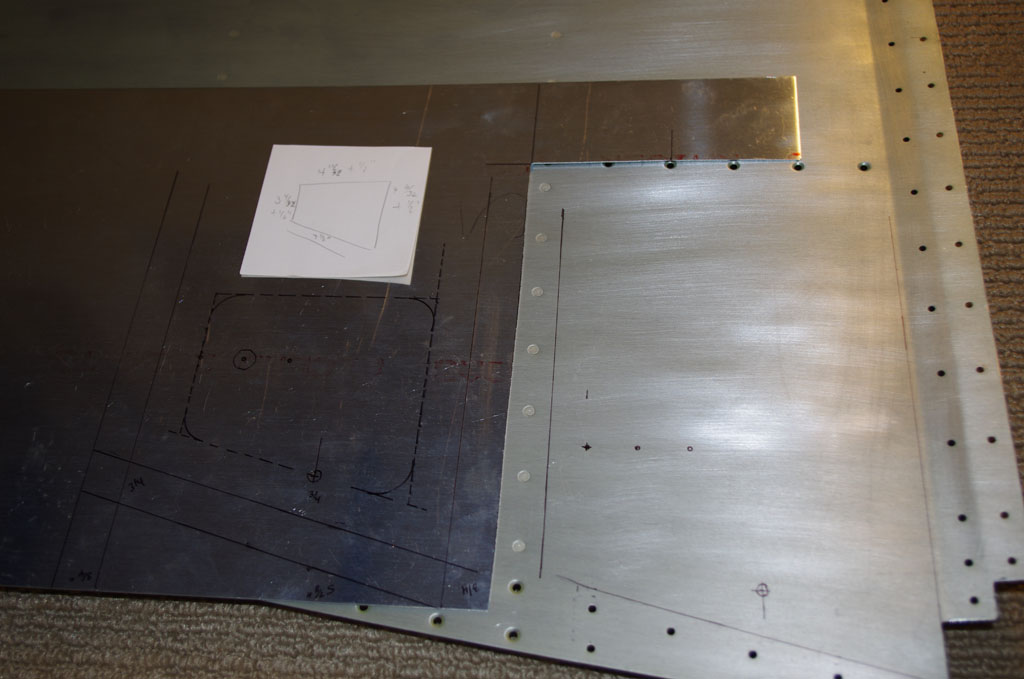
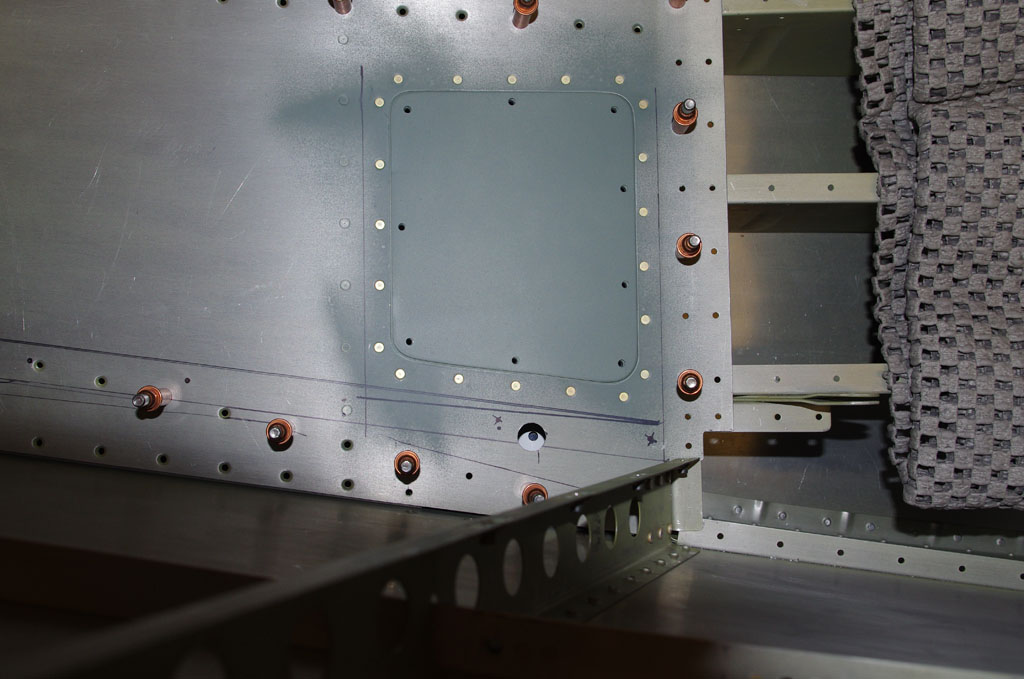
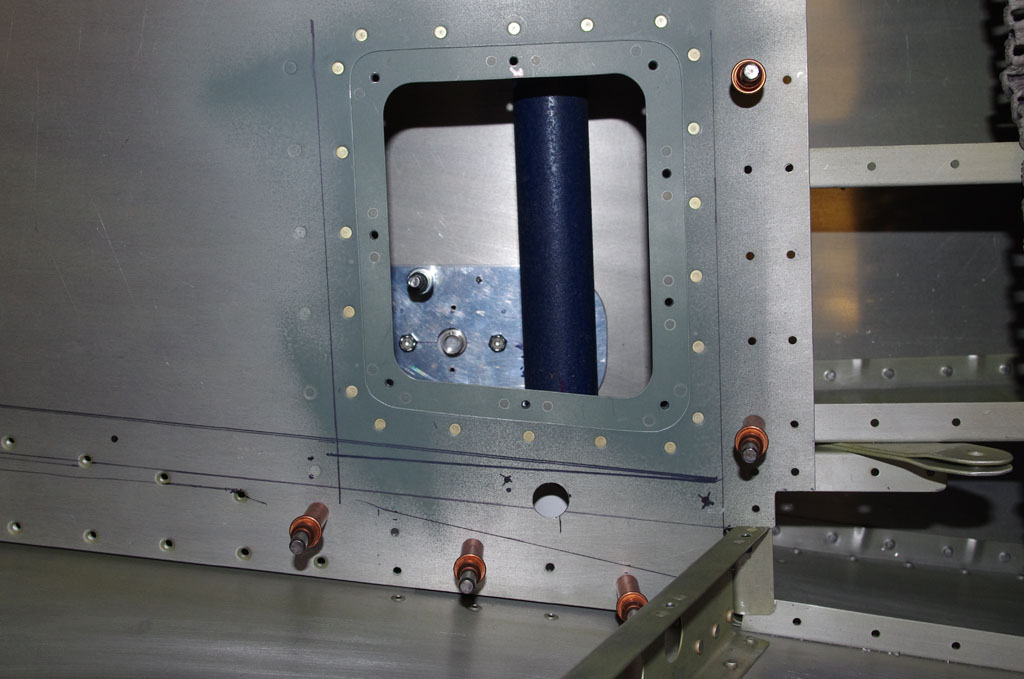
 Antenna plate for ADSB receiver drilled and clecoed in place.
Antenna plate for ADSB receiver drilled and clecoed in place.
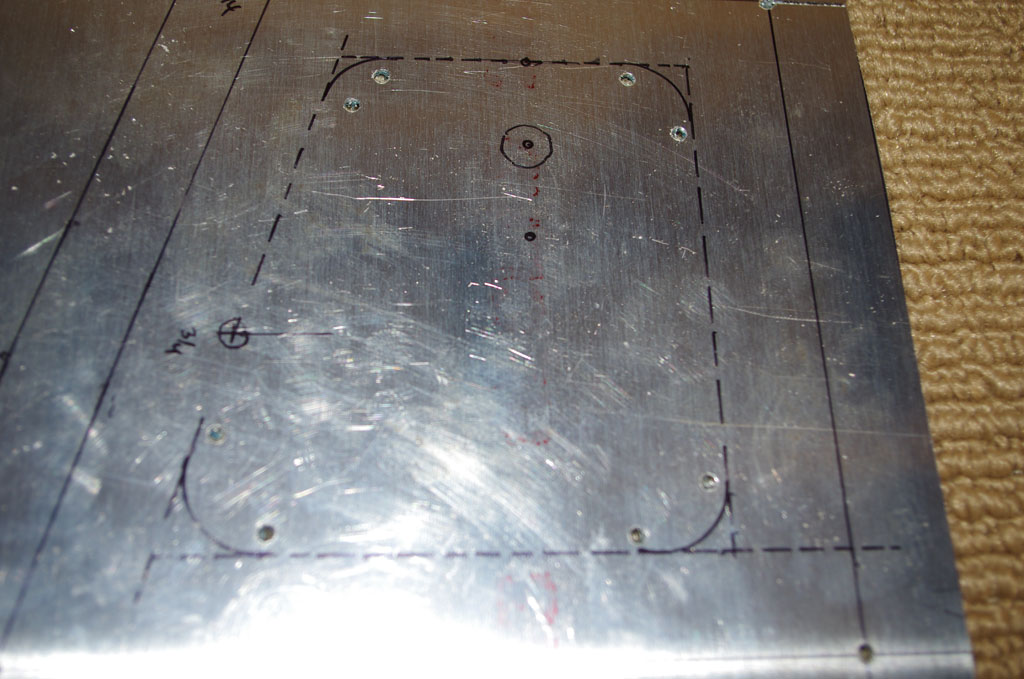
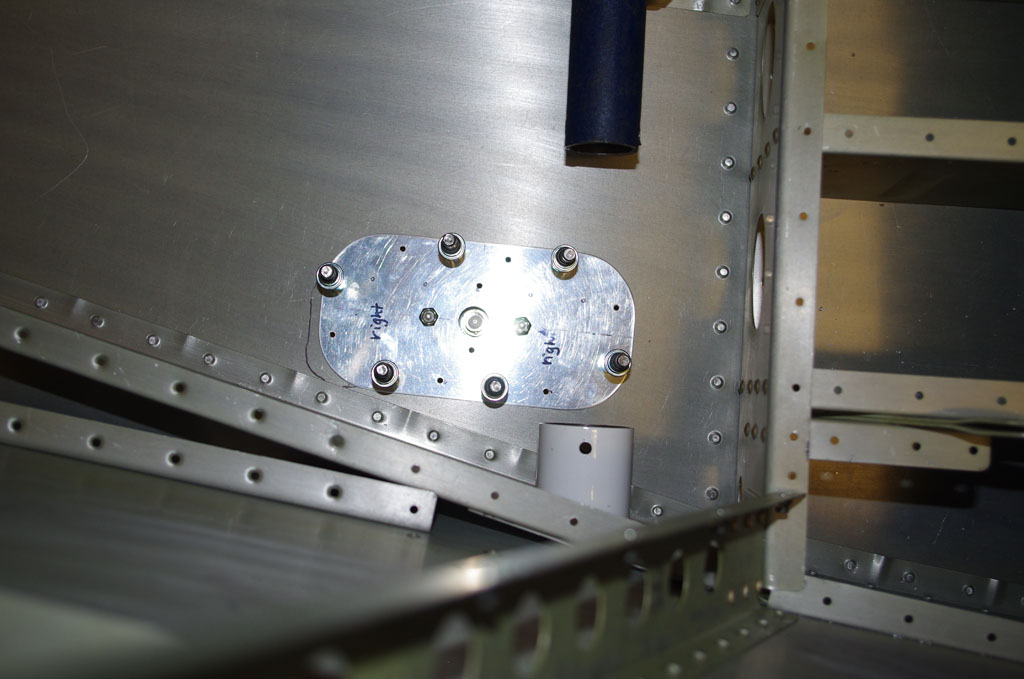
 This angle shows the antenna backer access. Getting to the coax connector and the two hold-down nuts for the antenna itself should be straightforward with this configuration.
This angle shows the antenna backer access. Getting to the coax connector and the two hold-down nuts for the antenna itself should be straightforward with this configuration.