This week focused on finishing the wire runs under the rear seat panel and finalizing the left inspection ports for the antenna/steps.
 The edges of the rear seat panel are normally hidden behind a removable side cover. This seemed like an excellent location for plunging conduit runs under the seat panel (which will eventually be permanently attached with pop rivets).
The edges of the rear seat panel are normally hidden behind a removable side cover. This seemed like an excellent location for plunging conduit runs under the seat panel (which will eventually be permanently attached with pop rivets).
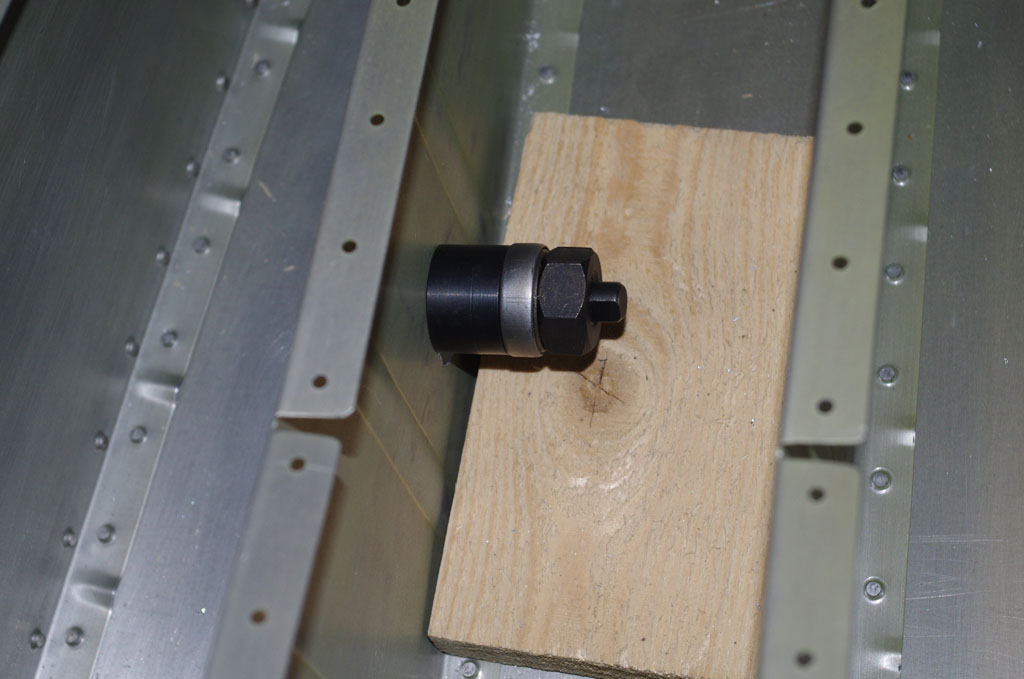
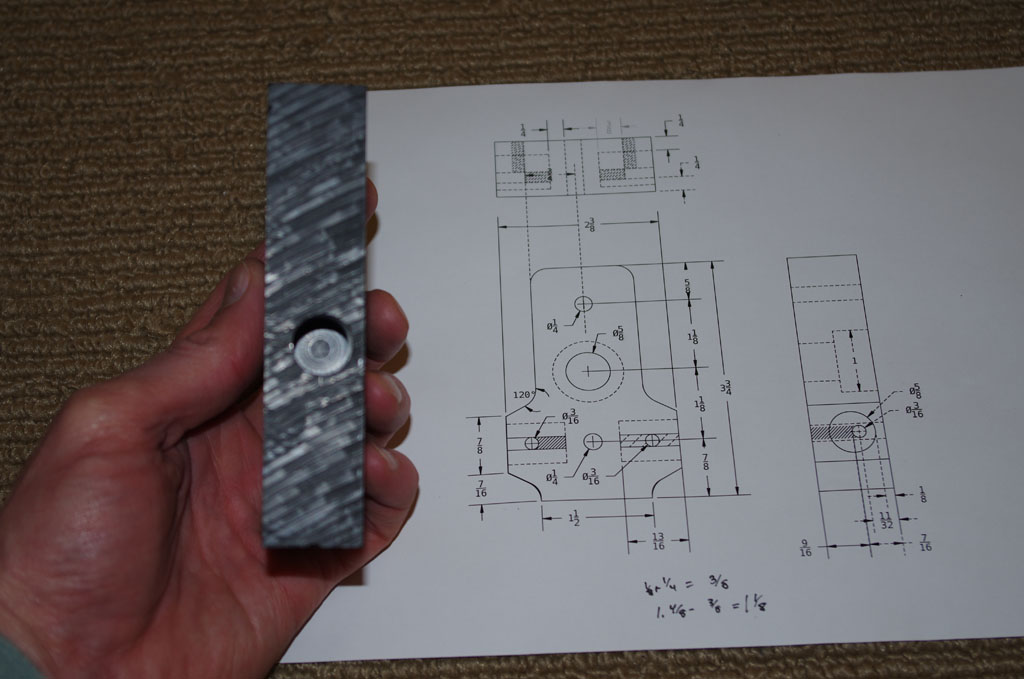
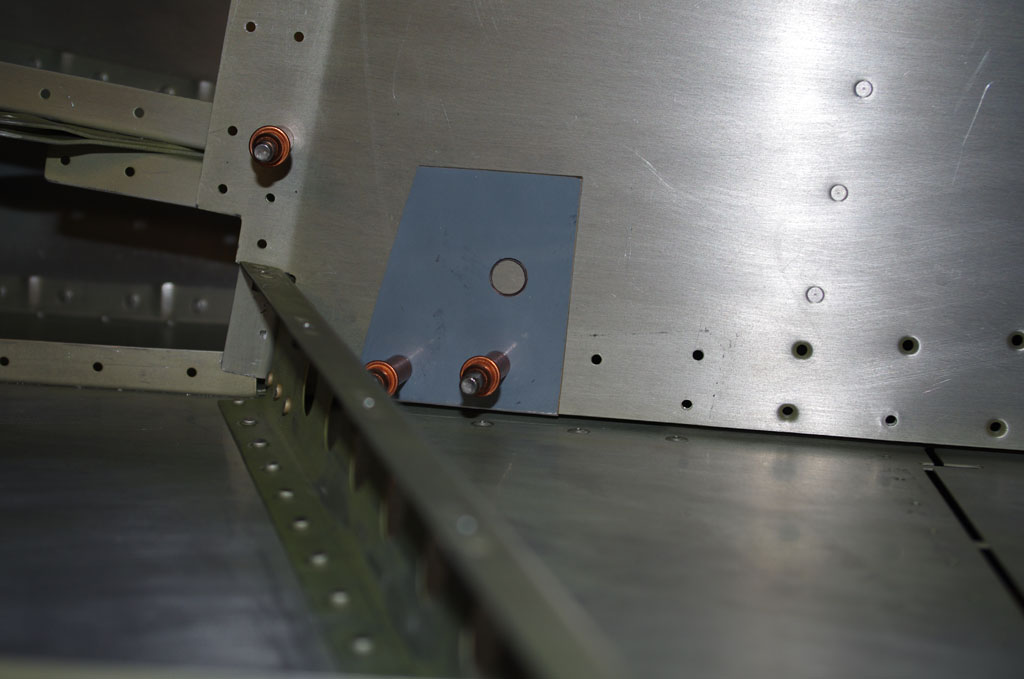
 As with all additional hole in the plane, a reinforcement plate was fabricated the help hold the 5/8″ black corrugated conduit. Here shows the plate clecoed in position.
As with all additional hole in the plane, a reinforcement plate was fabricated the help hold the 5/8″ black corrugated conduit. Here shows the plate clecoed in position.
 This next series shows a repeat of the inspection port fabrication, this time on the left side near the baggage door opening.
This next series shows a repeat of the inspection port fabrication, this time on the left side near the baggage door opening.

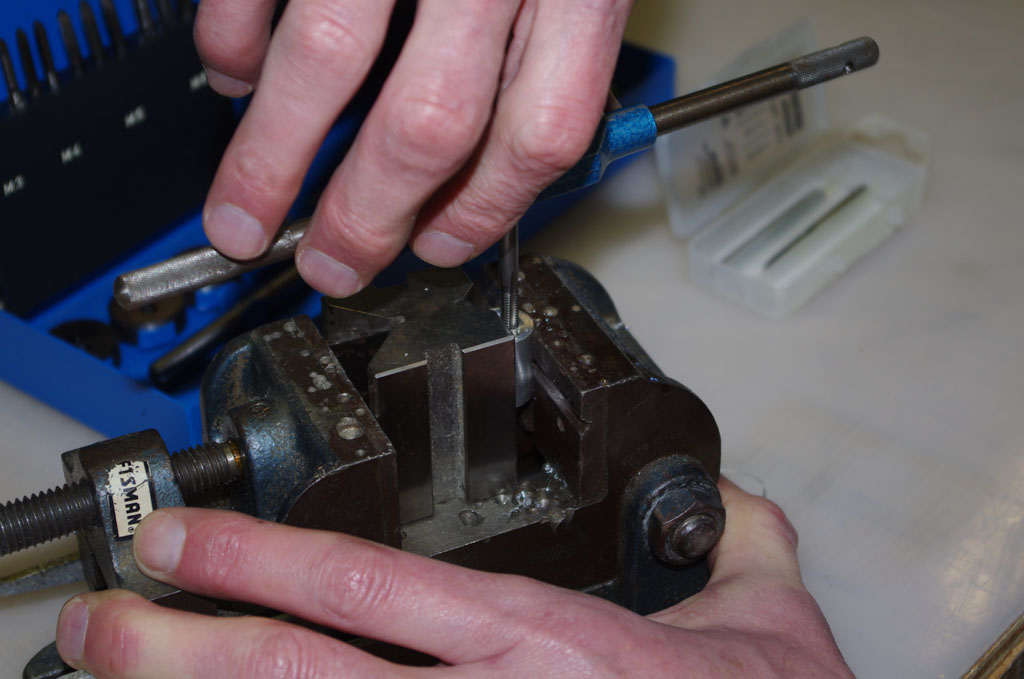
 Layout the backer described in previous posts. Drill some pilot holes, then nibble a rough opening followed by hand filing and scotchbrite smoothing.
Layout the backer described in previous posts. Drill some pilot holes, then nibble a rough opening followed by hand filing and scotchbrite smoothing.

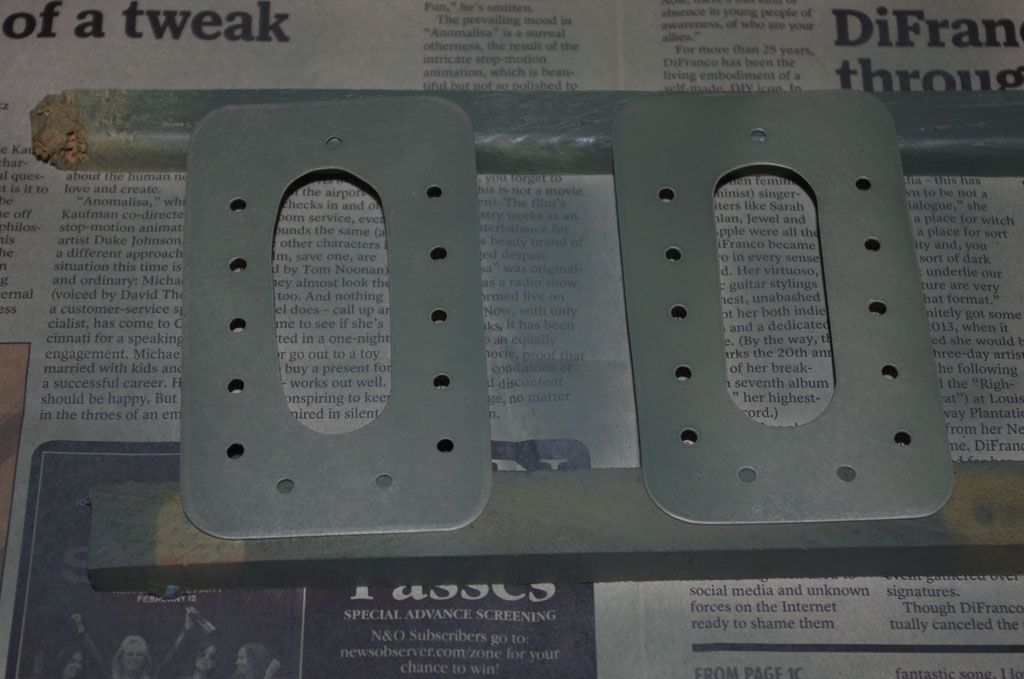
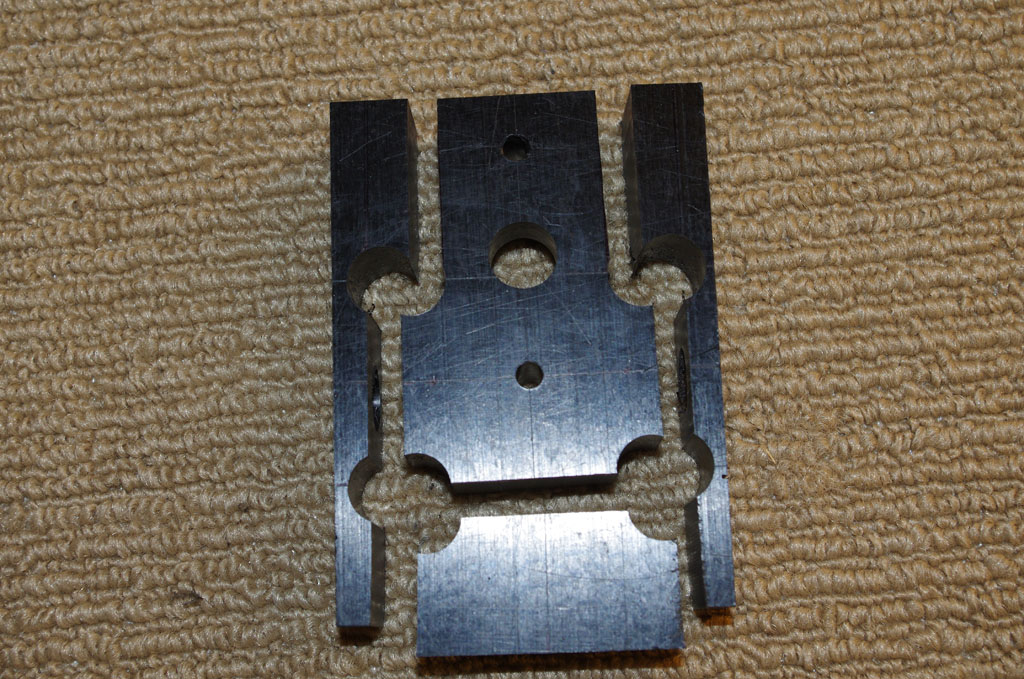
 First a picture of the rough outline, then showing smoothed, primed and ready for installation.
First a picture of the rough outline, then showing smoothed, primed and ready for installation.
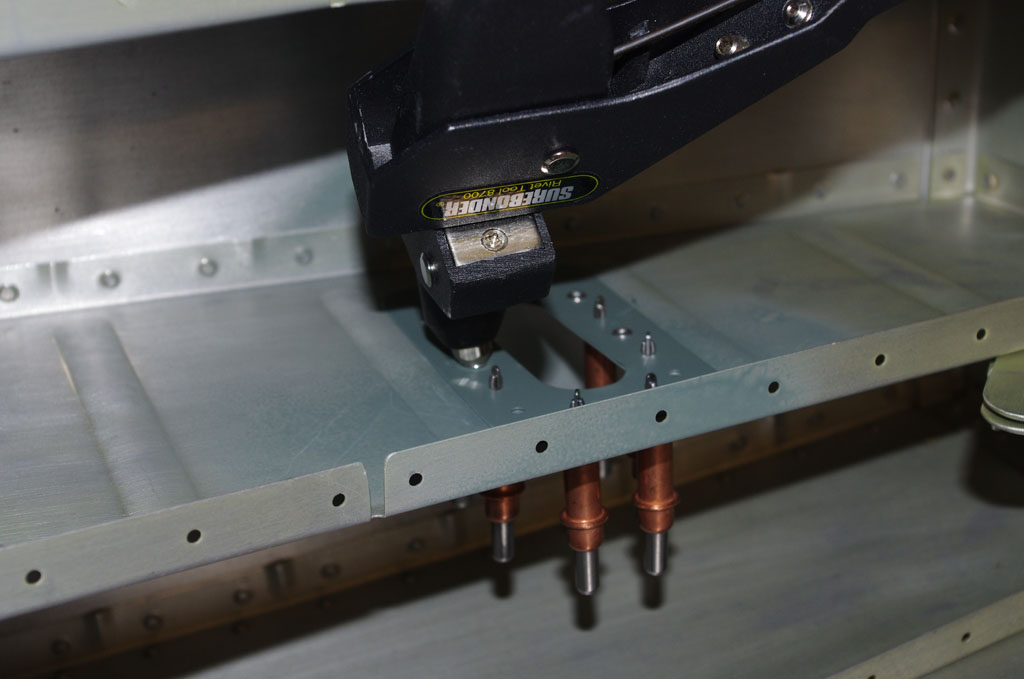
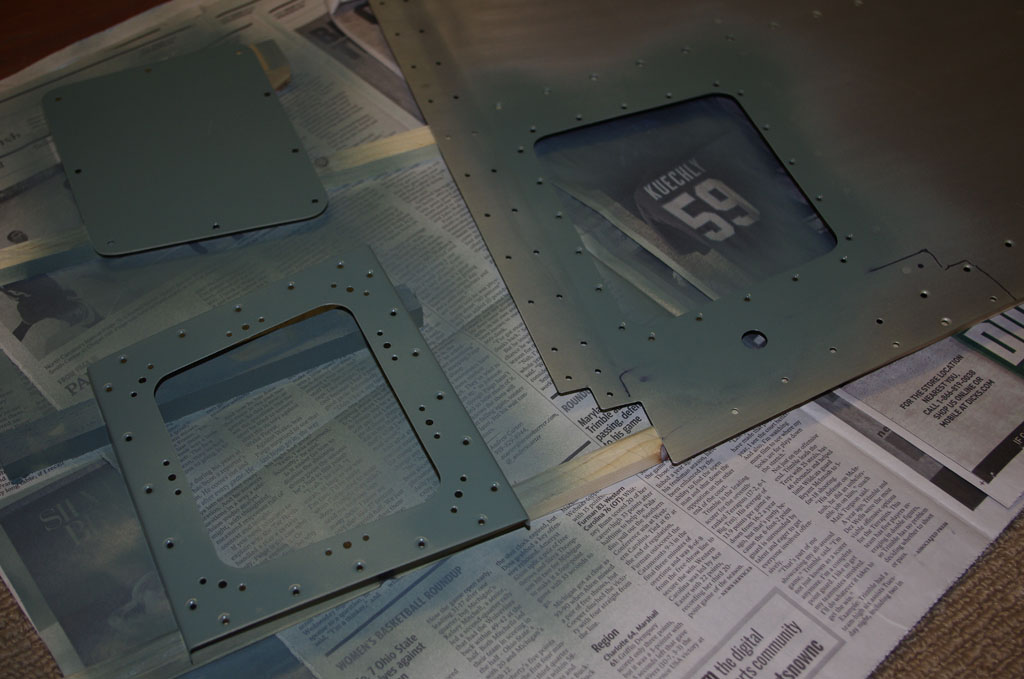
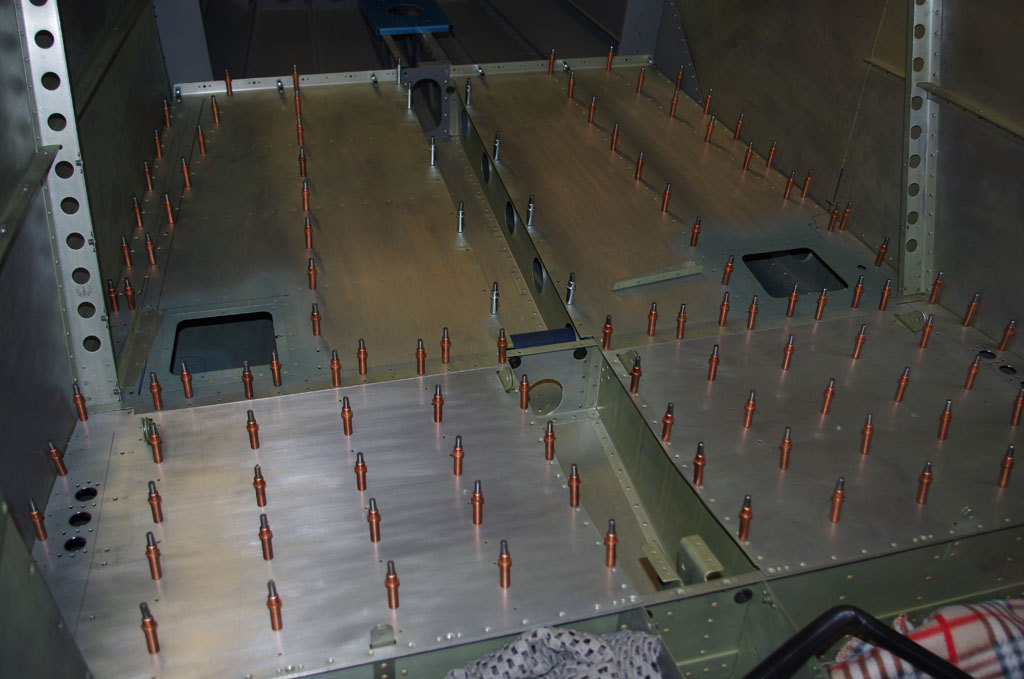 Voila. This photo shows completed floor panels clecoed in position. All the fabricated wire runs and inspection ports have been completed. After months of working on customized elements for my particular configurations, I should soon be getting back to the standard plans. Next up will be layouts of the baggage compartment panels.
Voila. This photo shows completed floor panels clecoed in position. All the fabricated wire runs and inspection ports have been completed. After months of working on customized elements for my particular configurations, I should soon be getting back to the standard plans. Next up will be layouts of the baggage compartment panels.