This week saw another set of clean-up activities – things started in the past, but finally with time to address. Primary among these was final attachment of the COM2 antenna plate to the upper tailcone skin.
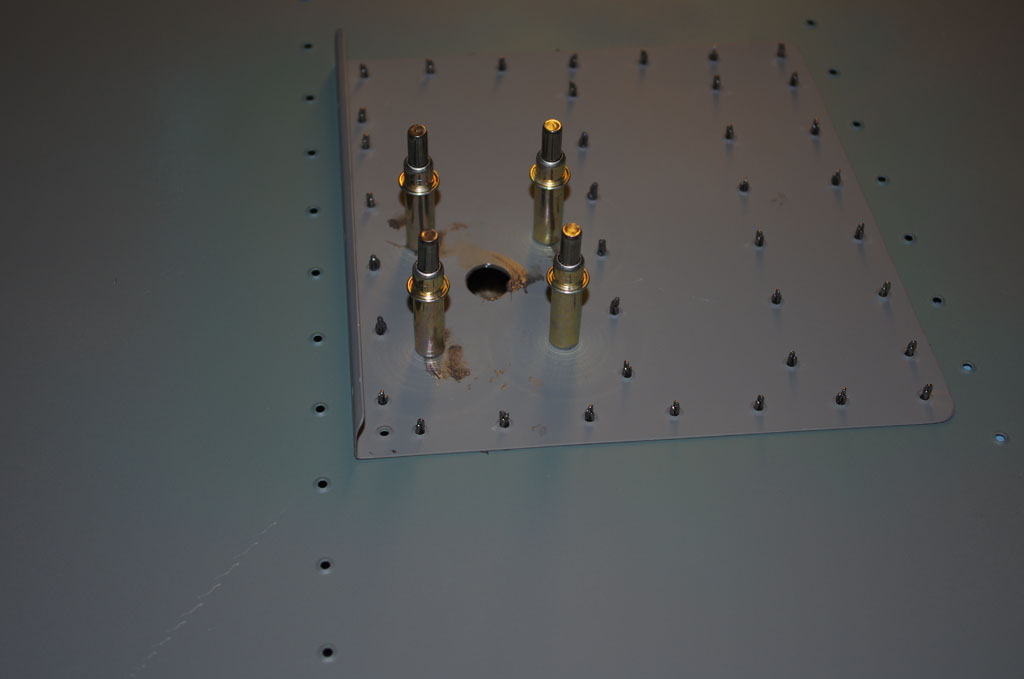 Step one is Pro-Seal around the major antenna holes and fasten tightly with clecoes. After drying overnight, the excess sealing material was removed and dimples cleaned out ready for riveting.
Step one is Pro-Seal around the major antenna holes and fasten tightly with clecoes. After drying overnight, the excess sealing material was removed and dimples cleaned out ready for riveting.
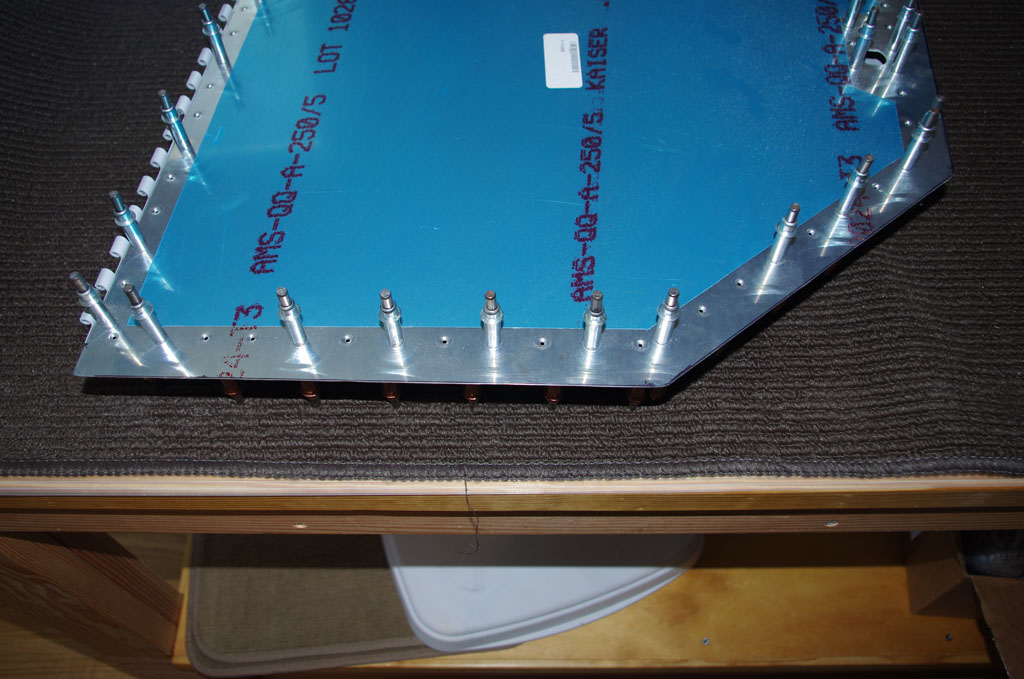
 I decided to back rivet all locations with a 4″x6″ plate obtained from Cleveland Tools for this purpose. To avoid the previously committed sin of slipping off the plate during riveting, this time I line up the plate in a known position by marking the antenna holes with a black Sharpie. By always keeping the holes aligned, I was assured plate would always be under the rivet with plenty of space on either side.
I decided to back rivet all locations with a 4″x6″ plate obtained from Cleveland Tools for this purpose. To avoid the previously committed sin of slipping off the plate during riveting, this time I line up the plate in a known position by marking the antenna holes with a black Sharpie. By always keeping the holes aligned, I was assured plate would always be under the rivet with plenty of space on either side.
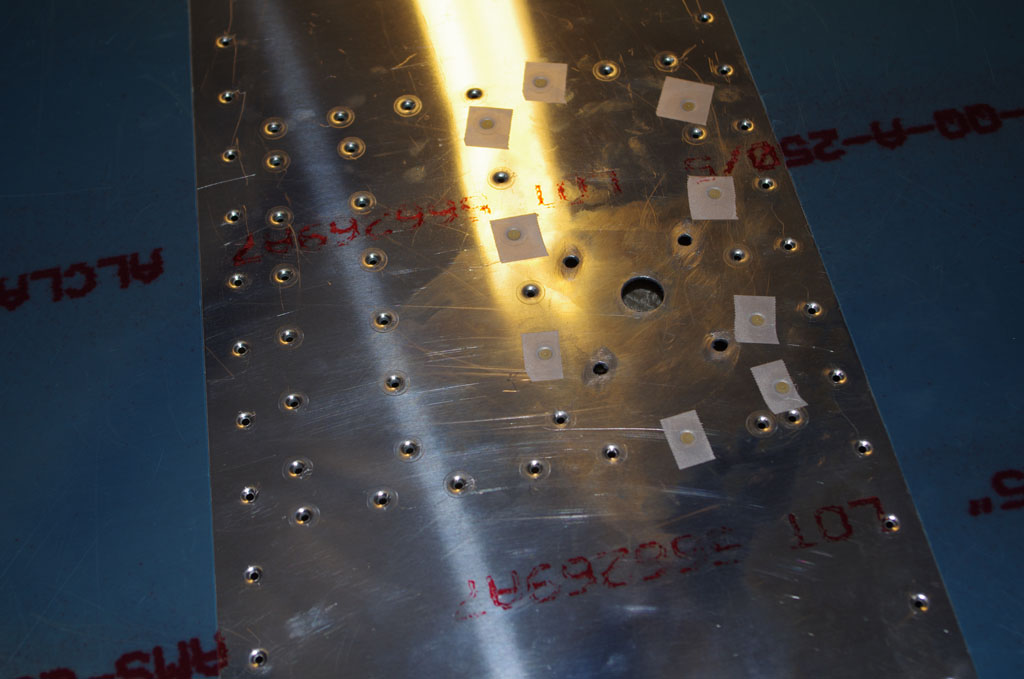
 The outcome looks good. A bit of Scotchbrite preps the skin to accept priming.
The outcome looks good. A bit of Scotchbrite preps the skin to accept priming.
 The backside of the antenna plate and the newly deburred holes in the baggage bulkhead are primed with SEM self-etching primer to cover any bare spots.
The backside of the antenna plate and the newly deburred holes in the baggage bulkhead are primed with SEM self-etching primer to cover any bare spots.
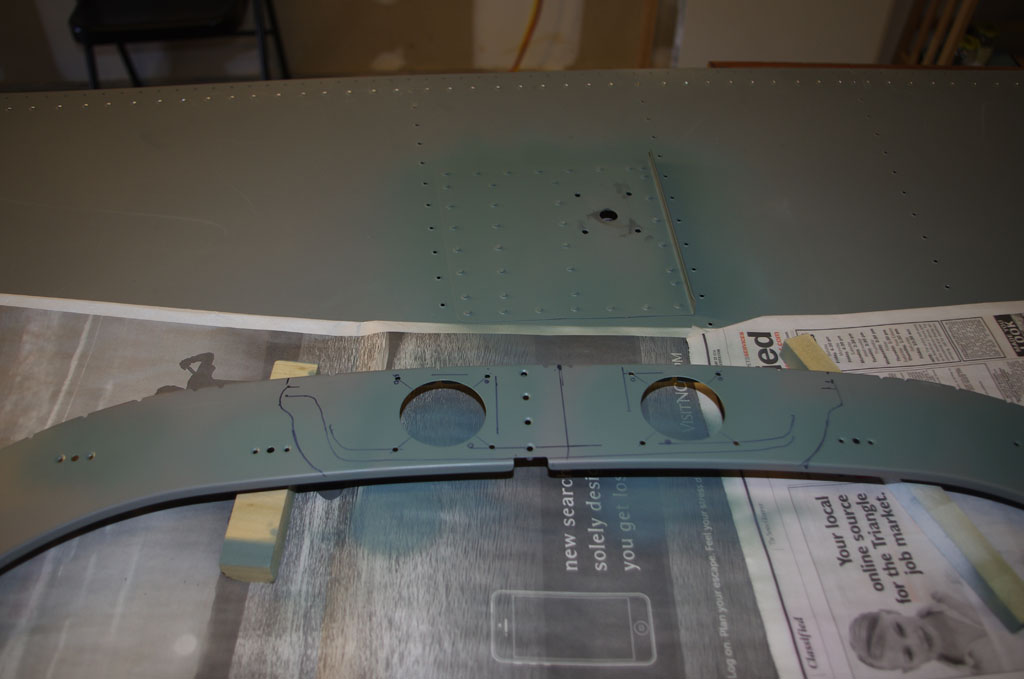
Next up was attaching the two static ports (one left and one right) to the rear tailcone skins. Wooden jigs were made to clamp the ports in position while the Pro-Seal drys. Some folks use rivets and/or the Pro-Seal, but my experience is the Pro-Seal should be strong enough to hold by itself.

 Front and back photos of the static ports while the Pro-Seal drys.
Front and back photos of the static ports while the Pro-Seal drys.
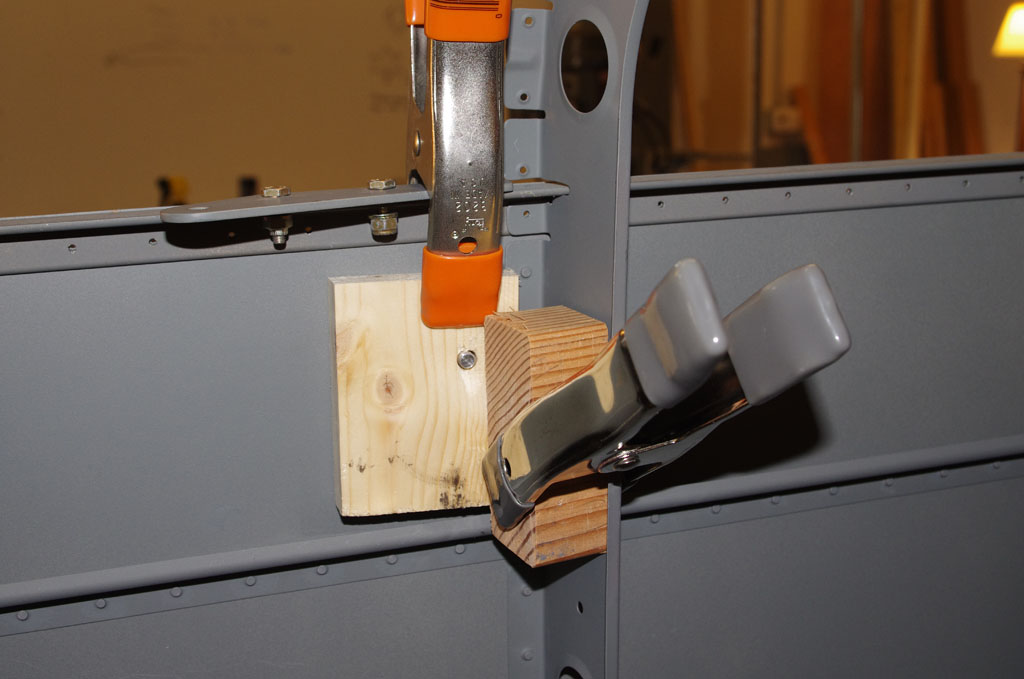
The baggage door parts were primed and painted in earlier posts. The outer frame and hinges were then riveted together for proper alignment. With the inner and outer panels cloeced into place, the frame now has the appropriate configuration and rigidity to final fit the outer panel to the baggage door opening in the fuselage side skins. A gap of about 1/8″ all around is desired to allow a tight fit, but enough room to close freely.
 Here the outer edge of the bottom and right sides are marked with a Sharpie to final dimensions. The standard hand file and Scotchbrite process was used to complete the shaping.
Here the outer edge of the bottom and right sides are marked with a Sharpie to final dimensions. The standard hand file and Scotchbrite process was used to complete the shaping.
 The inside surface of the outer panel is also primed with SEM self-etch. Next up for this piece is final paint with the BAC707 used for the cockpit interior.
The inside surface of the outer panel is also primed with SEM self-etch. Next up for this piece is final paint with the BAC707 used for the cockpit interior.
Finally, I had purchased a $20 grinder from Craigslist earlier in the year. It ran okay, but heated up quickly when in use. I decided to replace the 6202-2RS bearings with a higher precision ABEC 3+ variety. Why – this is definitely overkill. Well it only cost $10 for two of them, and I was curious whether it would make any difference. In addition, the whole topic of bearing selection was a new and interesting topic for me to research.
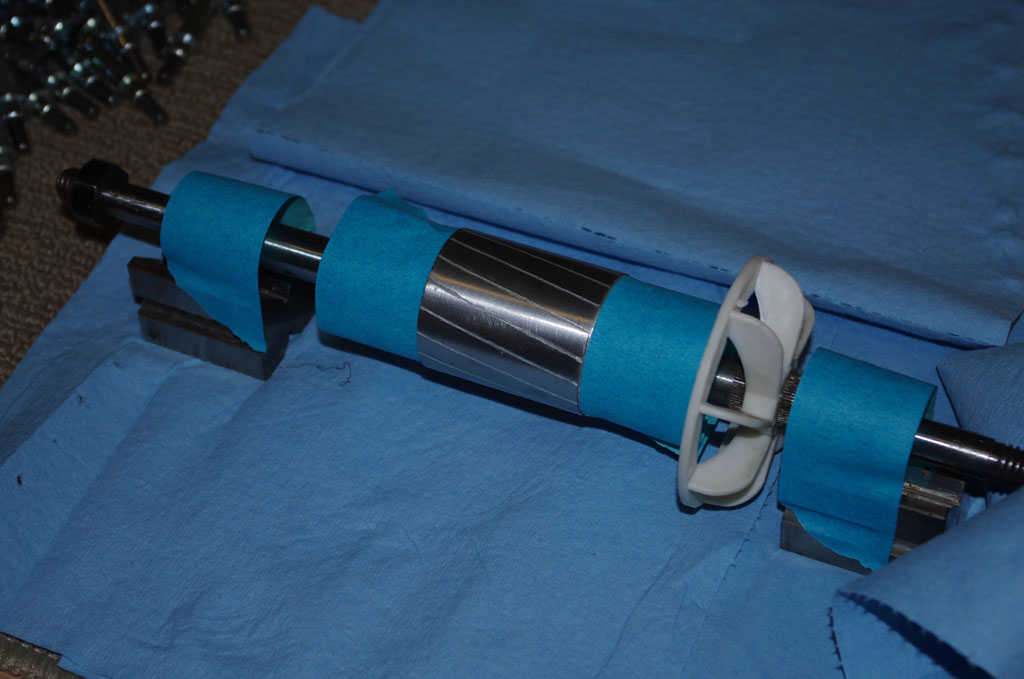 To replace the bearings, the outer housings are removed with a pulley puller, then the bearings. This leaves the raw shaft and stator with fan attachment. The flaking insulation of the stator was removed, then sprayed with electrical insulation varnish. Here is the cleaned shaft prior to treatment.
To replace the bearings, the outer housings are removed with a pulley puller, then the bearings. This leaves the raw shaft and stator with fan attachment. The flaking insulation of the stator was removed, then sprayed with electrical insulation varnish. Here is the cleaned shaft prior to treatment.
 The shaft was placed on two V-blocks received from Rich at the estate sale. The shaft was rotated slowly during the spray treatment.
The shaft was placed on two V-blocks received from Rich at the estate sale. The shaft was rotated slowly during the spray treatment.
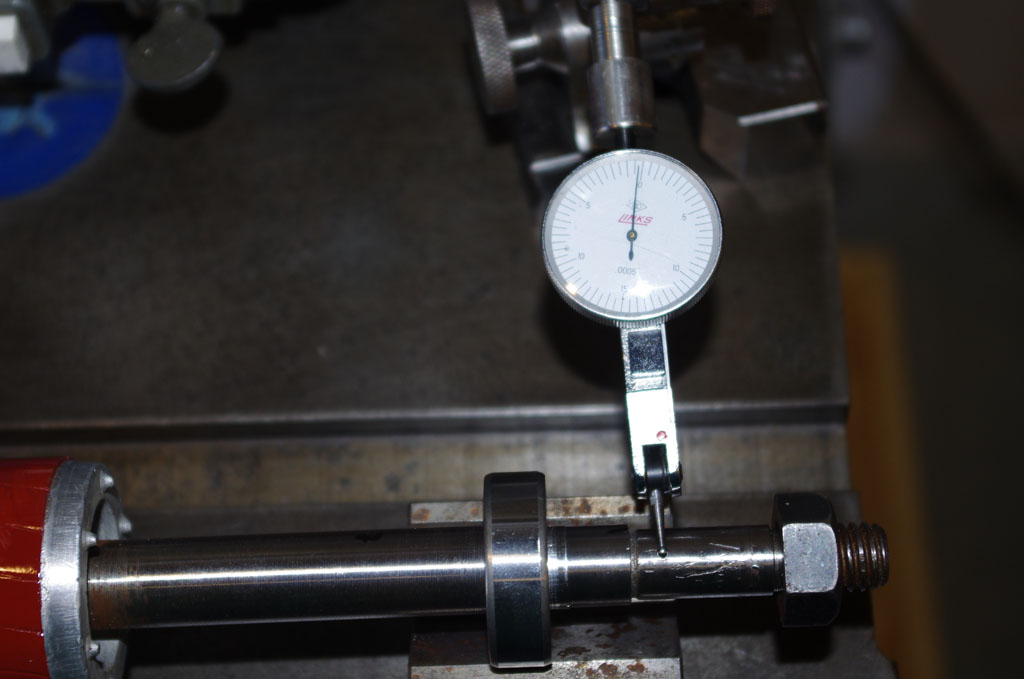 Time for some more overkill. Since I already had the shaft out, I decided to measure with my new test indicator and stand obtained on eBay for $12.50! Nice price and the setup worked great.
Time for some more overkill. Since I already had the shaft out, I decided to measure with my new test indicator and stand obtained on eBay for $12.50! Nice price and the setup worked great.
 The indicator itself is supposed to read 0.0005″ increments. The outer portion of the shafts vary about 0.002-0.003″, not bad, but when multiplied by the diameter of the grinding wheels, the runout is quite visible on the wheel surfaces. The deviation on the shaft between the bearings is about 0.010″. These numbers don’t mean much as no adjustments were made to the shaft bend. However I am trying to use this information to gain some experience on tolerances. The overall outcome is a smoother running and cooler motor.
The indicator itself is supposed to read 0.0005″ increments. The outer portion of the shafts vary about 0.002-0.003″, not bad, but when multiplied by the diameter of the grinding wheels, the runout is quite visible on the wheel surfaces. The deviation on the shaft between the bearings is about 0.010″. These numbers don’t mean much as no adjustments were made to the shaft bend. However I am trying to use this information to gain some experience on tolerances. The overall outcome is a smoother running and cooler motor.
I then used the test indicator on my drill press chuck – almost not detectable, which means the unextended chuck is <0.0005″. Outstanding, but the proper test of drill press runout is fully extend the quill and measure at the end of a 4″ machinist dowel. Since my Delta 17-900 drill press does not have a quill stop, this will be a two-man job to measure at a later date.