The aileron torque tube assemblies were fabricated this week.
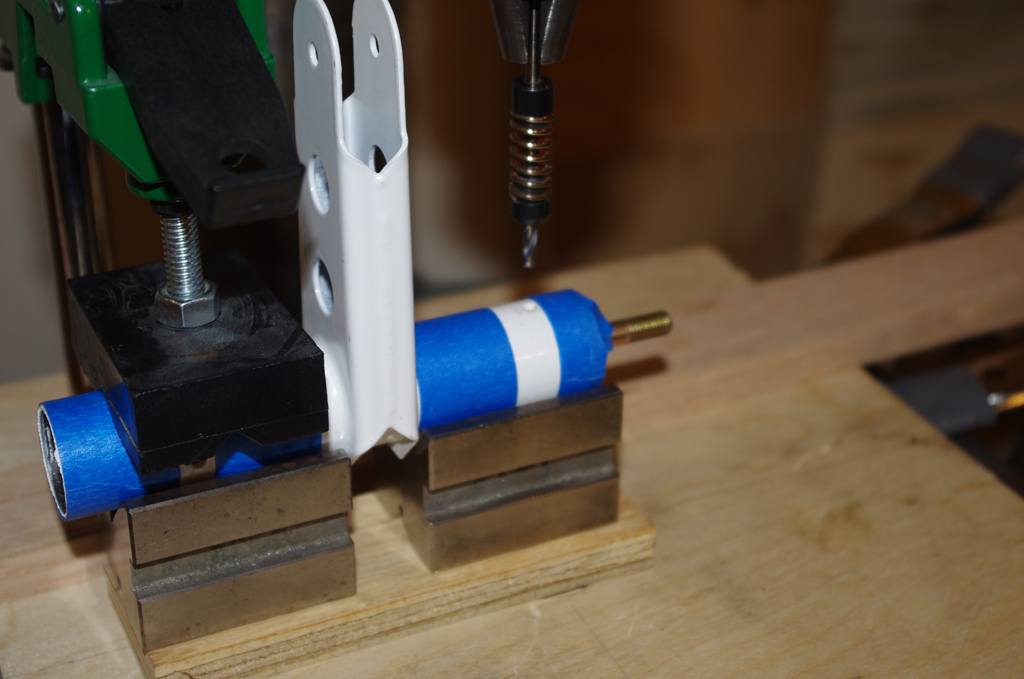
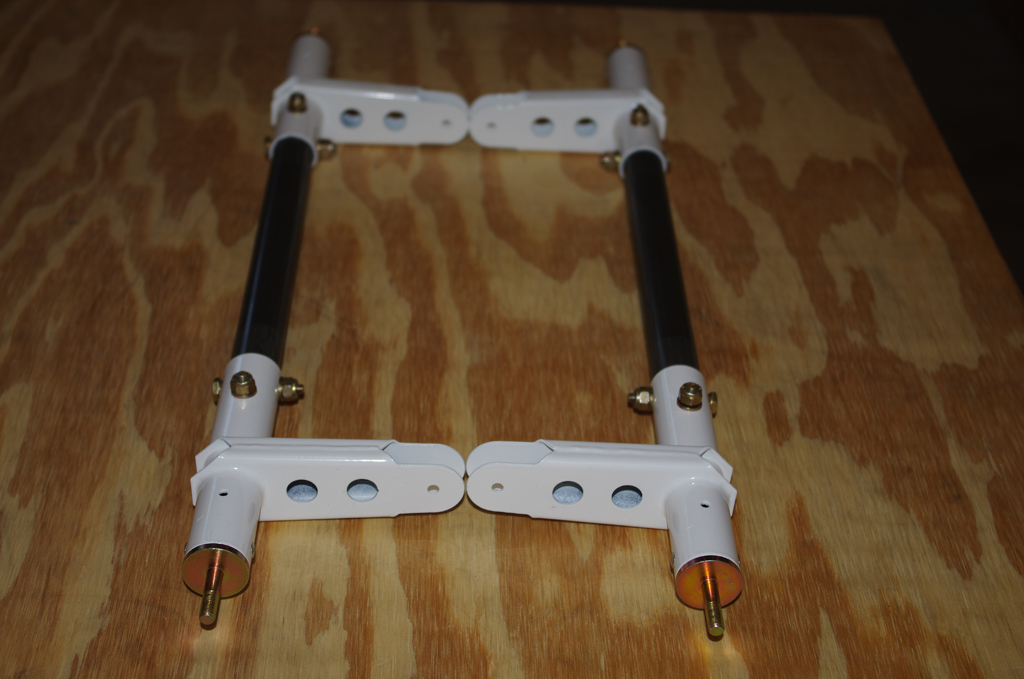
 The aileron torque tube assemblies consist of a straight steel tube collars between powder coated torque levers with threaded end caps. The first step is insert the end caps in the torque levers and drill holes for MSP-42 rivets. The right picture shows before and after riveting.
The aileron torque tube assemblies consist of a straight steel tube collars between powder coated torque levers with threaded end caps. The first step is insert the end caps in the torque levers and drill holes for MSP-42 rivets. The right picture shows before and after riveting.

 The drill press, two precision V-blocks, and clamps are used to secure the cut-to-length steel tubes inserted in the longer torque levers for accurate alignment. The desired outcome is fastener bolts perpendicular to each other. Very good result. (I love that drill press).
The drill press, two precision V-blocks, and clamps are used to secure the cut-to-length steel tubes inserted in the longer torque levers for accurate alignment. The desired outcome is fastener bolts perpendicular to each other. Very good result. (I love that drill press).

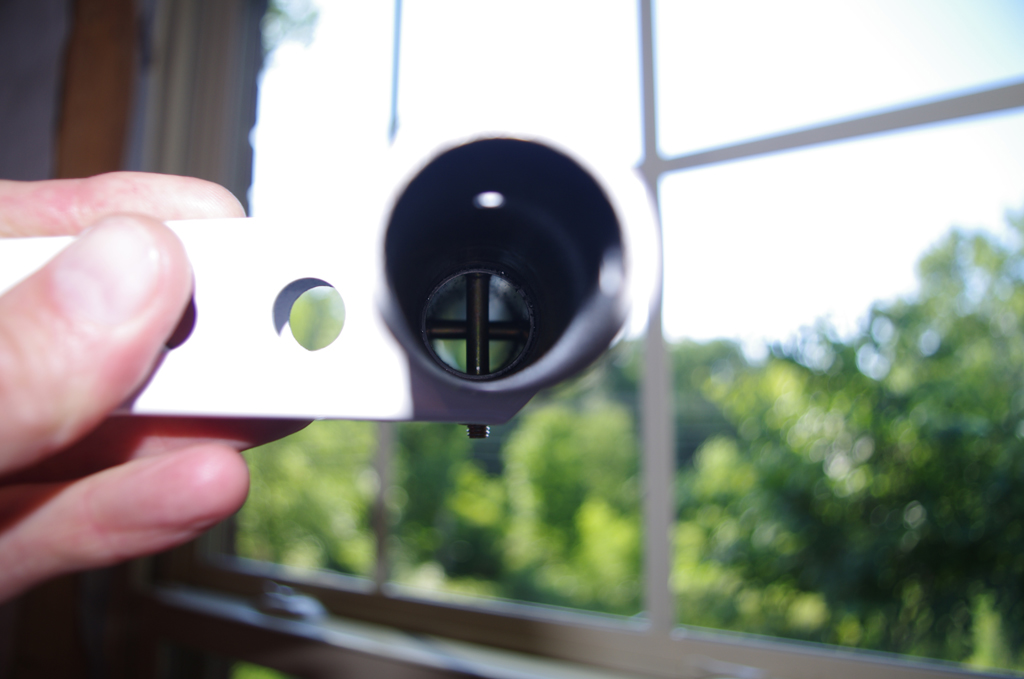
 Next the distance between the end caps is adjusted to 17 25/32″ overall length. Before drilling through the steel tube, the angle between the levers is clocked to proper alignment. Here two gauge blocks are stacked to give the 5/16″ distance to make the angle called for in the plans.
Next the distance between the end caps is adjusted to 17 25/32″ overall length. Before drilling through the steel tube, the angle between the levers is clocked to proper alignment. Here two gauge blocks are stacked to give the 5/16″ distance to make the angle called for in the plans.
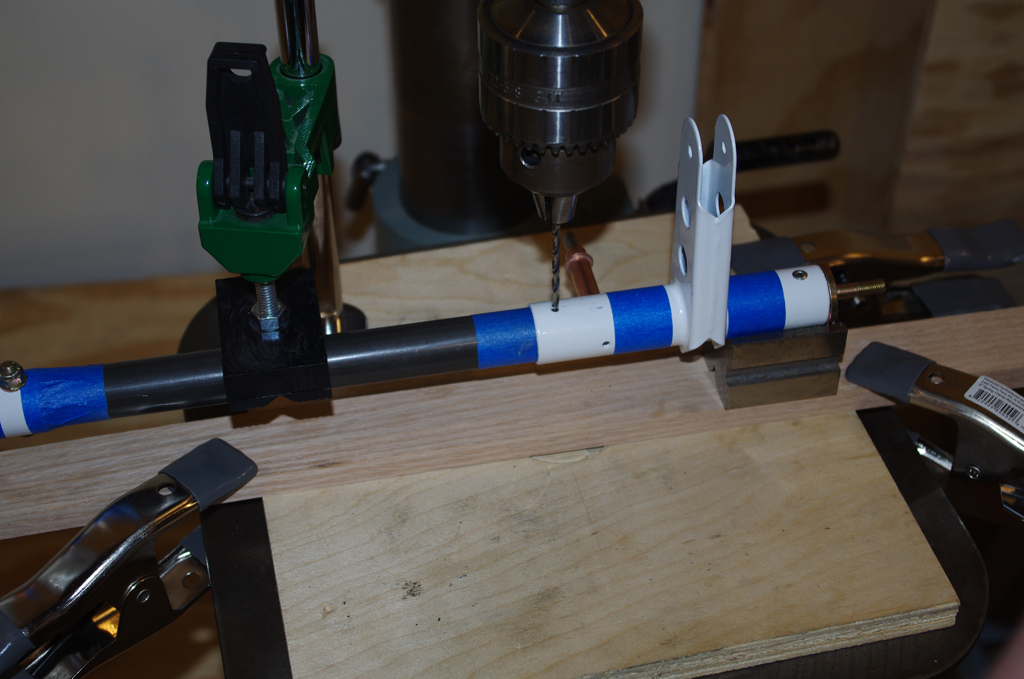
 The left picture is the drill press setup for the final bolt hole drilling. The completed torque tubes need to be taken apart for priming inside and out. This process will be done with a batch of elevator, aileron and flap pushrods.
The left picture is the drill press setup for the final bolt hole drilling. The completed torque tubes need to be taken apart for priming inside and out. This process will be done with a batch of elevator, aileron and flap pushrods.