This week I finished the deburr and Scotchbrite treatment of most horizontal stabilizer parts. In addition, I ordered a 2hp, 7.2 cfm Sears Professional air compressor, a Bosch JS470E hand jig saw, and the final set of parts/accessories for priming.
 With earlier work on smoothing edges, I had tried various combinations of Dremel sanding bits, 400 grit Emory cloth, and Vixen files. The best results so far are obtained using a fine bastard file on the really rough sections, followed with a very fine needle file, then a deburr tool to round over the sharp corners and finally smoothing on a 6″ Scotchbrite wheel mounted in the drill press. It takes quite some time per piece, but the results are very good.
With earlier work on smoothing edges, I had tried various combinations of Dremel sanding bits, 400 grit Emory cloth, and Vixen files. The best results so far are obtained using a fine bastard file on the really rough sections, followed with a very fine needle file, then a deburr tool to round over the sharp corners and finally smoothing on a 6″ Scotchbrite wheel mounted in the drill press. It takes quite some time per piece, but the results are very good.
 This photo shows me using a medium file to shape the end of a HS spar cap rough trimmed with a band saw.
This photo shows me using a medium file to shape the end of a HS spar cap rough trimmed with a band saw.
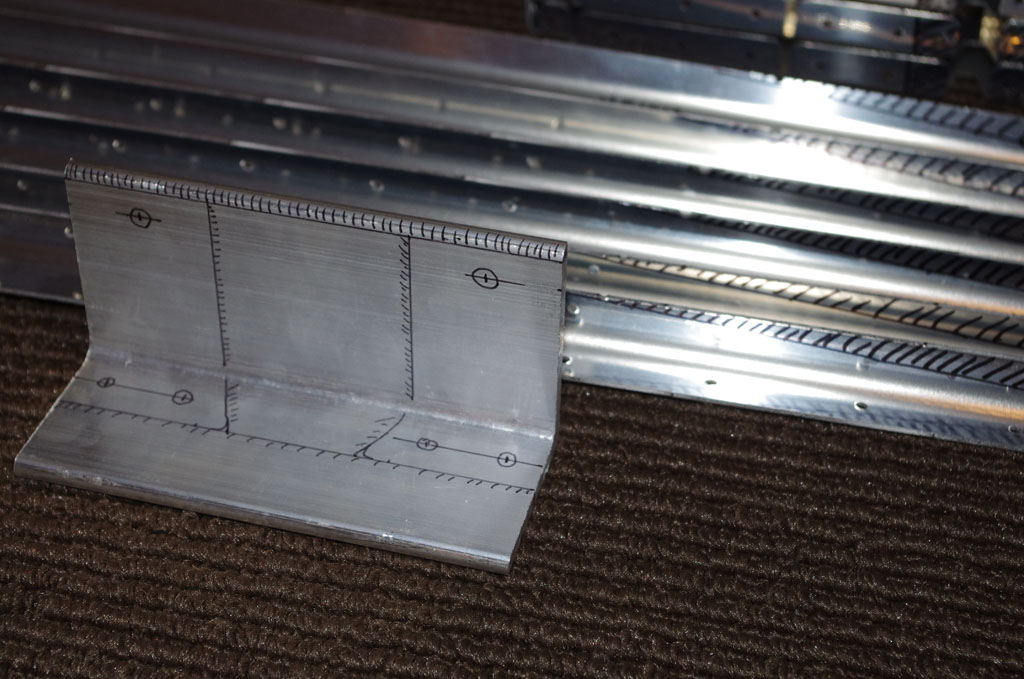
 The deburr tool run 2-3 times over the edge of the spar cap will take off the sharpest corners (which are the result of Van’s manufacturing process of high-pressure water jet cutting, then bending in special jigs at the factory). Here the spar cap is clamped to the angle iron jig I originally made to hold the rudder trailing edge section. This jig has been handy for a number of other operations as well.
The deburr tool run 2-3 times over the edge of the spar cap will take off the sharpest corners (which are the result of Van’s manufacturing process of high-pressure water jet cutting, then bending in special jigs at the factory). Here the spar cap is clamped to the angle iron jig I originally made to hold the rudder trailing edge section. This jig has been handy for a number of other operations as well.
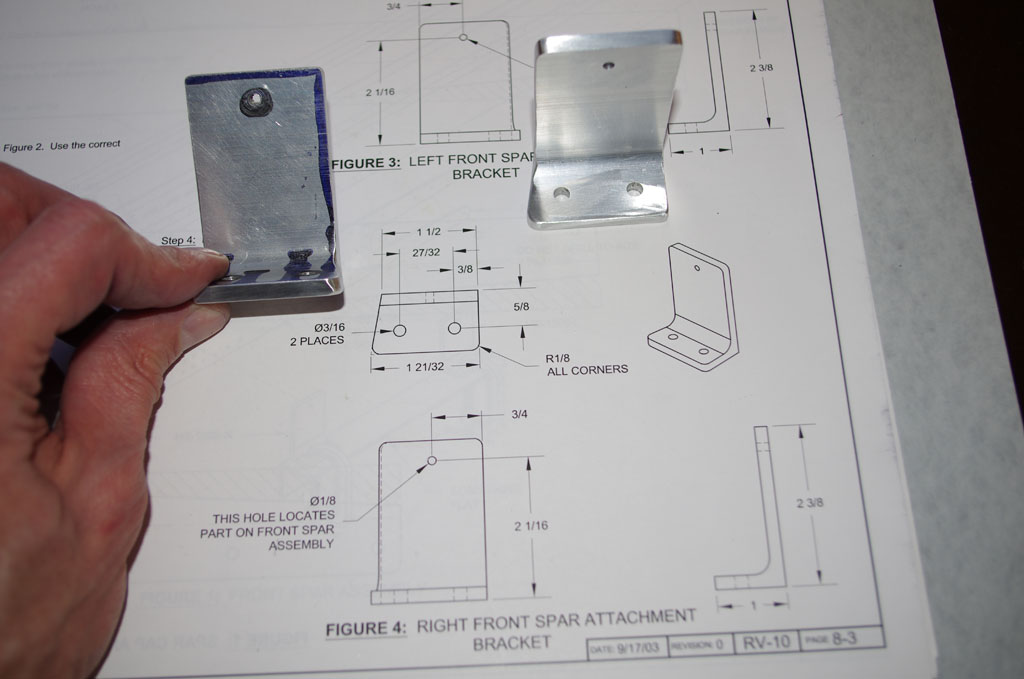 My EAA technical counselor, Terry Gardner, was kind enough to spend an evening in his shop with me producing the HS attachment brackets from raw angle aluminum stock. An earlier post showed my rough measurements, Terry was able with his Bridgeport milling machine to achieve 0.0025 or better tolerances on all the holes. On the left is the final milled piece coated with the blue dye used for accurate scribing, the right bracket has been cleaned and polished. These are results I could never have achieved by myself with hand tools. Thanks Terry!
My EAA technical counselor, Terry Gardner, was kind enough to spend an evening in his shop with me producing the HS attachment brackets from raw angle aluminum stock. An earlier post showed my rough measurements, Terry was able with his Bridgeport milling machine to achieve 0.0025 or better tolerances on all the holes. On the left is the final milled piece coated with the blue dye used for accurate scribing, the right bracket has been cleaned and polished. These are results I could never have achieved by myself with hand tools. Thanks Terry!