Over the past few weeks, many distractions for home improvements have gotten in the way of progress on the plane. However, a recent visit from Rich has helped put wind back in the sails. My approach was to finish as much work on the latches, gear boxes, pin blocks and other accessories prior to bonding the inner and outer shells together. Made for much easier access to some tight areas.

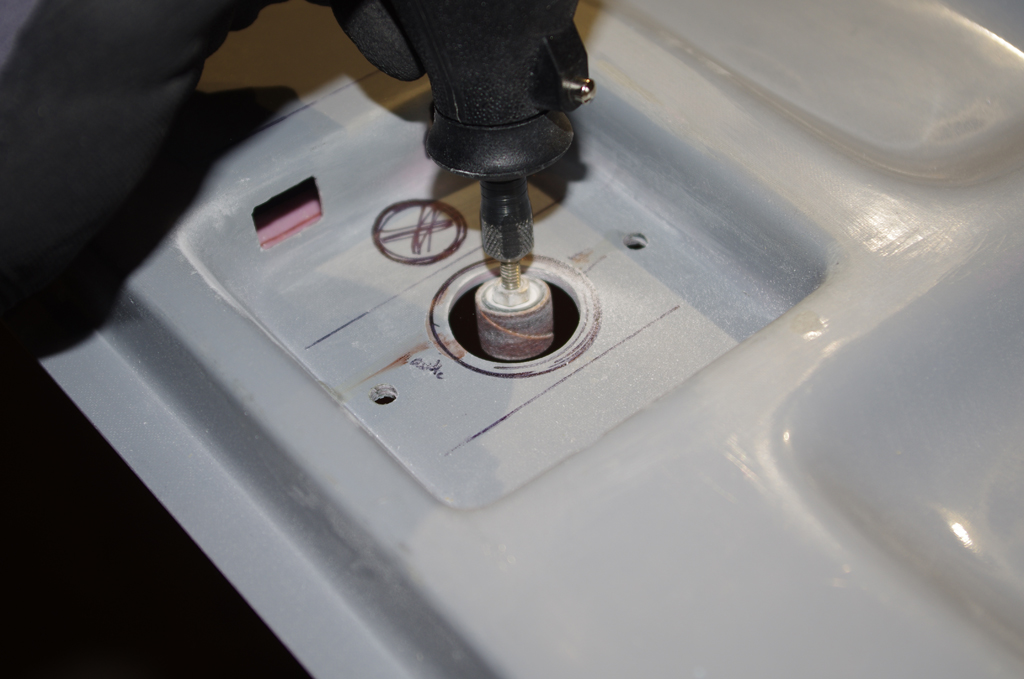
 Here the Delrin pin blocks from PlaneAround are being shaped with a vixen file to match the corresponding door pockets.
Here the Delrin pin blocks from PlaneAround are being shaped with a vixen file to match the corresponding door pockets.

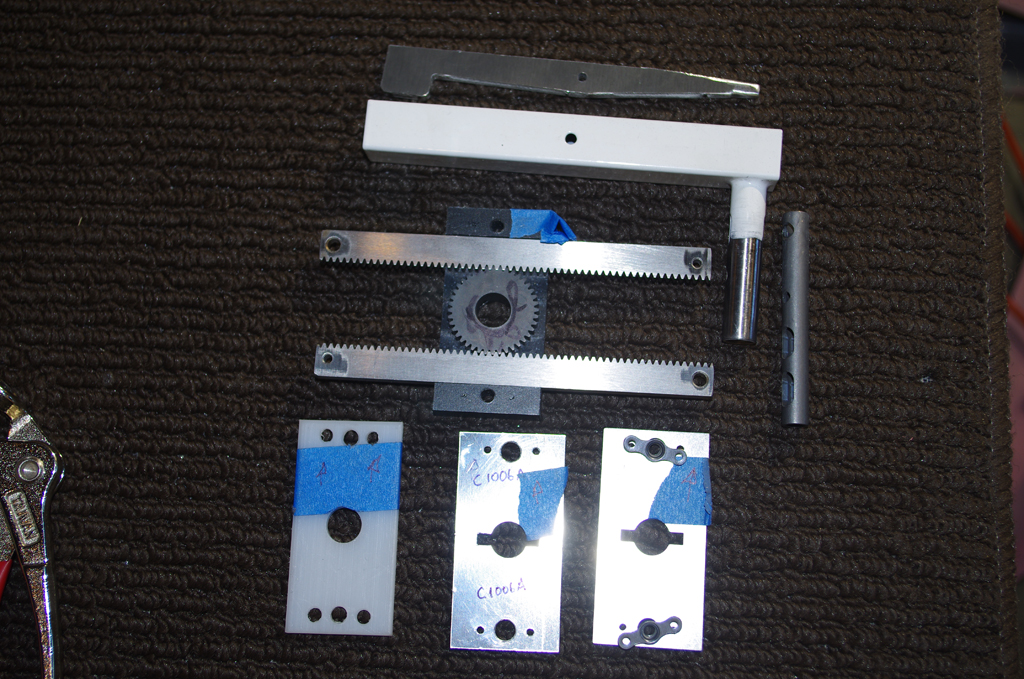
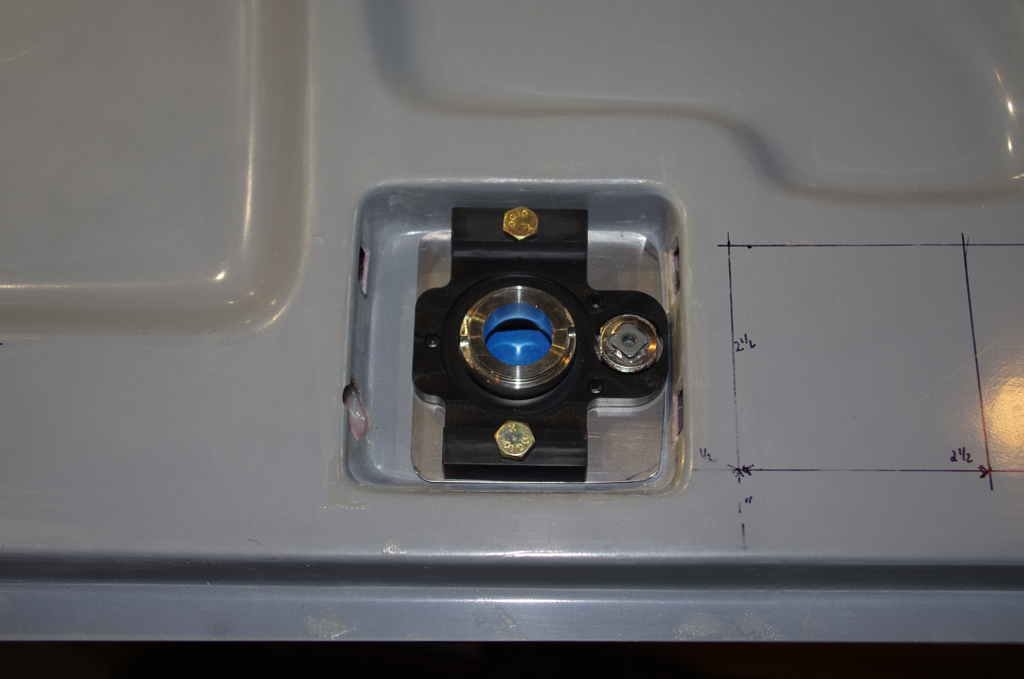
 Next action is bond on fiberglass reinforcement squares from the PlaneAround kit around the center gear box. A cover plate was fabricated to cover the cam shaft slot opening on the inner door panel. This is not required for structural reasons, but should add a finished look.
Next action is bond on fiberglass reinforcement squares from the PlaneAround kit around the center gear box. A cover plate was fabricated to cover the cam shaft slot opening on the inner door panel. This is not required for structural reasons, but should add a finished look.


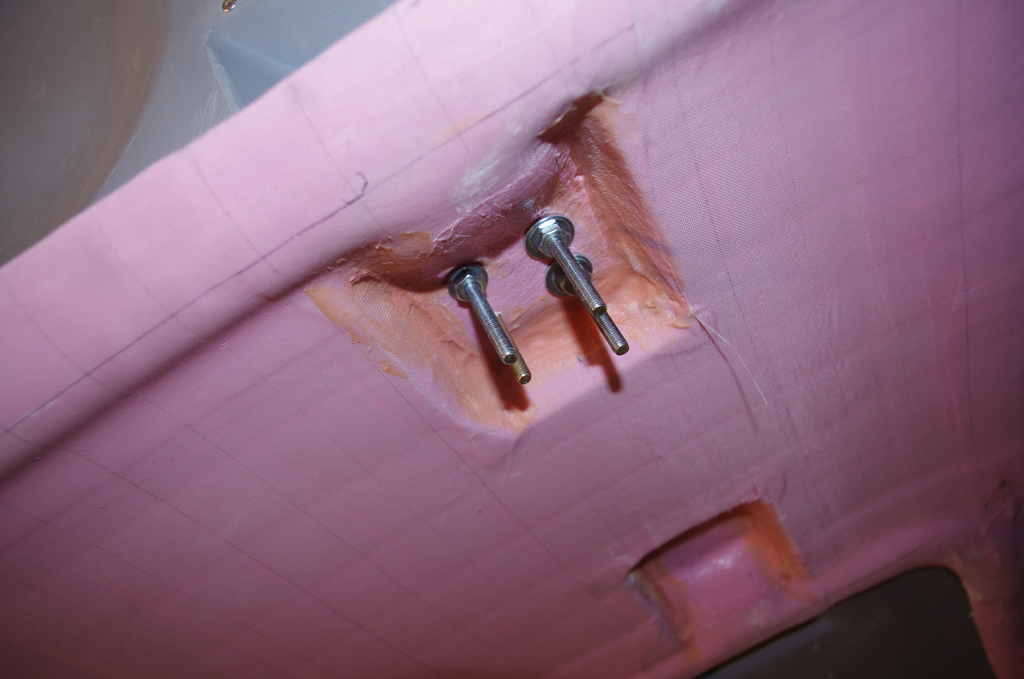
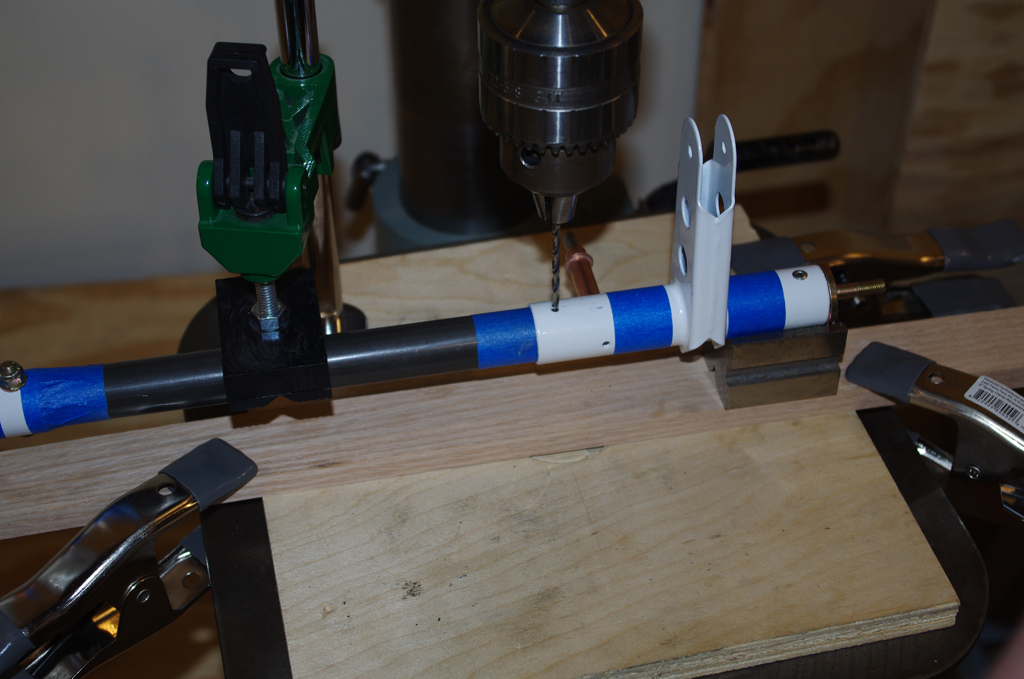
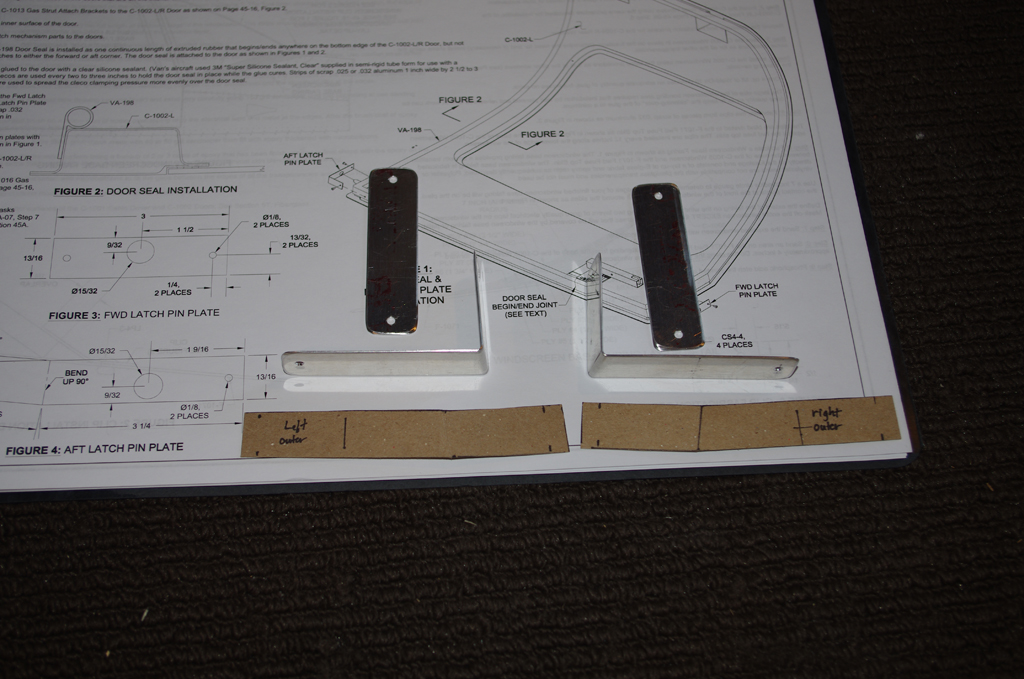
 The default Van’s pins are bent, measured and cut in preparation for adding stainless steel and machined PlaneAround pin tips.
The default Van’s pins are bent, measured and cut in preparation for adding stainless steel and machined PlaneAround pin tips.

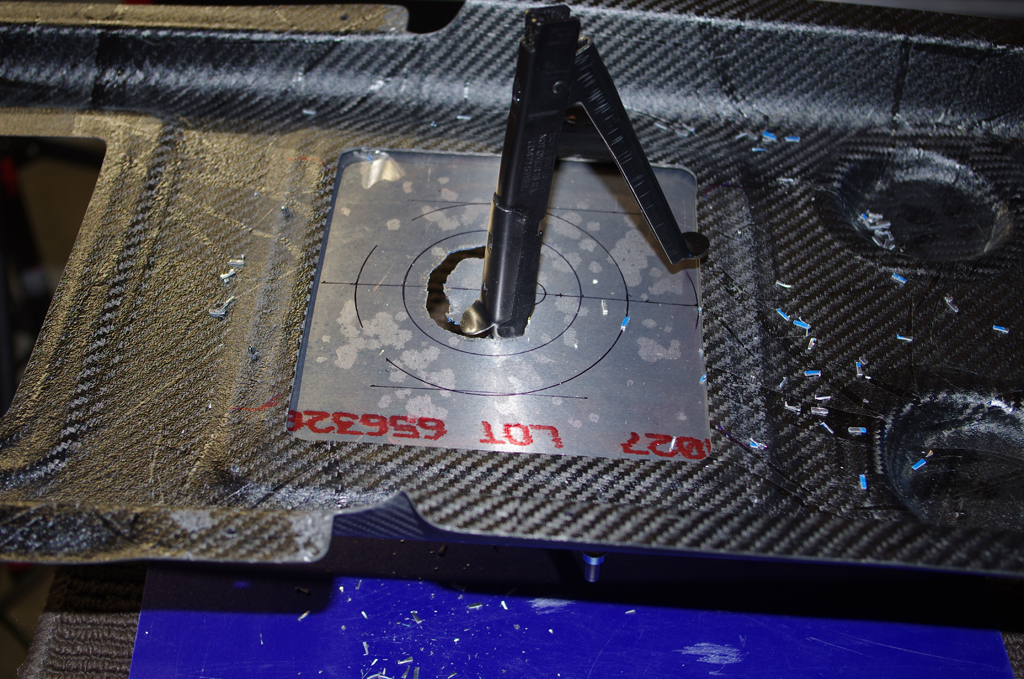
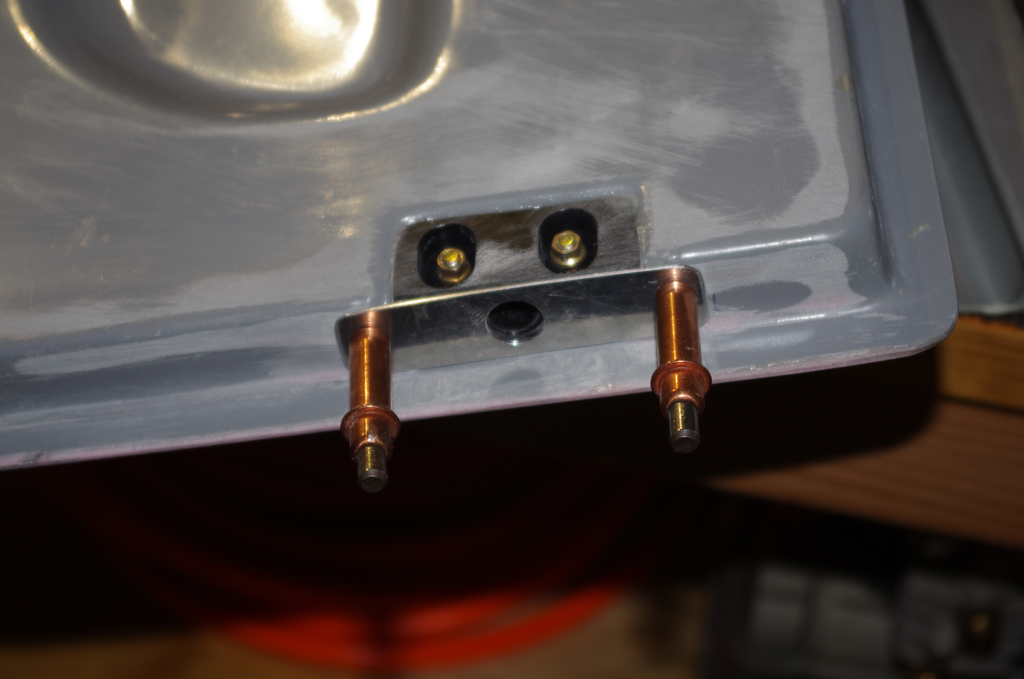
 The pins are cut to approximate length, but must be hand filed for the machined pin face to be oriented correctly. When done right, the pins should pull the door down and in when engaged. The pin is tapped for a 3/8-24 bolt which is tapered slightly for easy insertion.
The pins are cut to approximate length, but must be hand filed for the machined pin face to be oriented correctly. When done right, the pins should pull the door down and in when engaged. The pin is tapped for a 3/8-24 bolt which is tapered slightly for easy insertion.


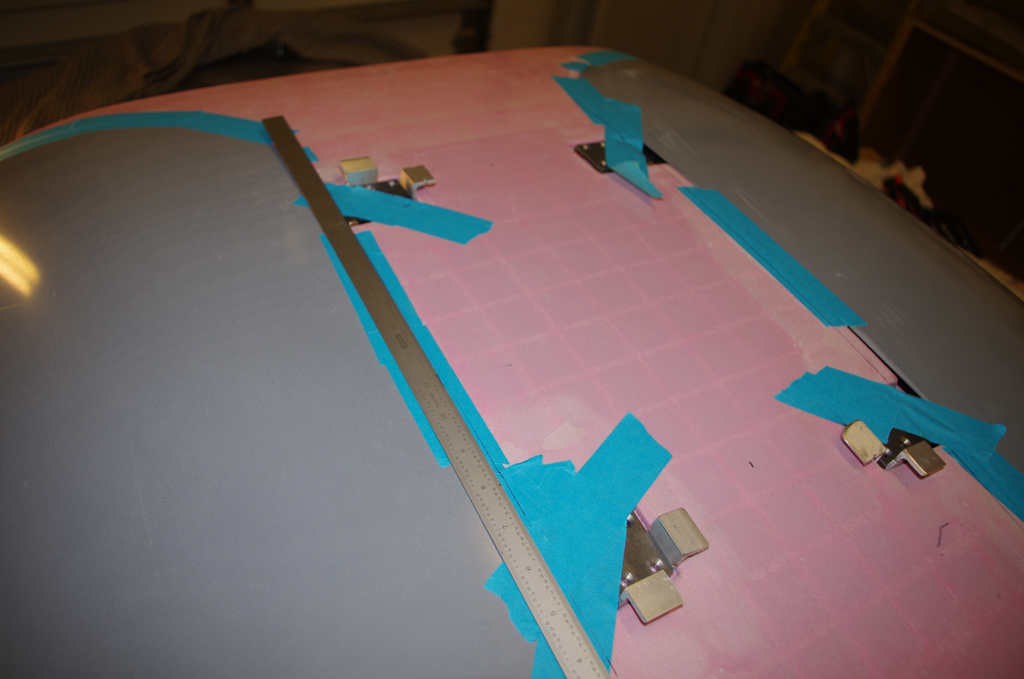
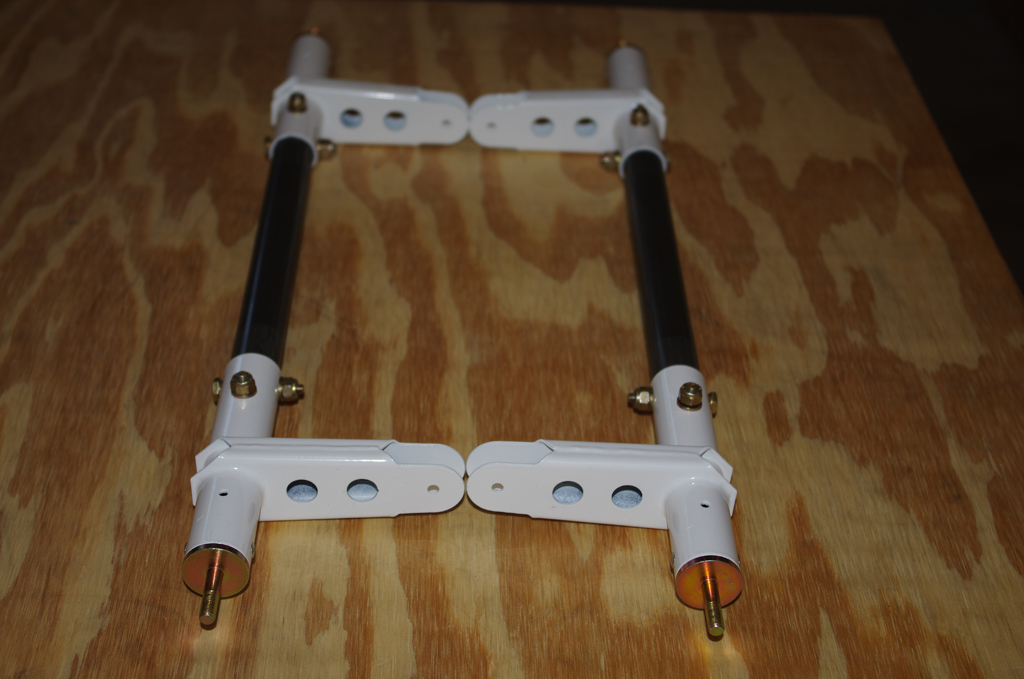
Rich confirmed proper geometries and alignment of the latch parts, then began preparing to apply foam for sound dampening.
 The last step before bonding is shave the foam flush with the inner surface. The shells edges were sanded and test fit to ensure no excess foam interfered with smooth surface contact.
The last step before bonding is shave the foam flush with the inner surface. The shells edges were sanded and test fit to ensure no excess foam interfered with smooth surface contact.
BONDING PROCESS (over a few days duration) ================

 Over at the rented shop, the right side is covered with plastic to prevent extra adhesive from squeezing out the edges onto the canopy. Then West System epoxy is mixed together. A batch of ‘neat’ (no fillers) with three pumps resin and three pumps hardener was prepared to wet both shell surfaces.
Over at the rented shop, the right side is covered with plastic to prevent extra adhesive from squeezing out the edges onto the canopy. Then West System epoxy is mixed together. A batch of ‘neat’ (no fillers) with three pumps resin and three pumps hardener was prepared to wet both shell surfaces.

 Here the elbow pocket is covered wet before application of a 5 x 9 inch piece of Permabond (triple layer fiberglass mat). The mat was thoroughly soaked in neat adhesive.
Here the elbow pocket is covered wet before application of a 5 x 9 inch piece of Permabond (triple layer fiberglass mat). The mat was thoroughly soaked in neat adhesive.
 This photo shows wetting the cranial cavity on the inner shell. This area was treated with the same Permabond as for the elbow pocket. After this operation, I had an issue with the bonding material used for the right door outer edges (more on that later)…
This photo shows wetting the cranial cavity on the inner shell. This area was treated with the same Permabond as for the elbow pocket. After this operation, I had an issue with the bonding material used for the right door outer edges (more on that later)…

 When done properly bonding the outer edge used three separate batches of three pumps each of resin/adhesive first mixed together, then stiffened with six spoonfuls of West 406 (colloidal silica). The consistency turned out similar to peanut butter. The final adhesive mixture was spread about 1/16″ evenly on each surface before mating together.
When done properly bonding the outer edge used three separate batches of three pumps each of resin/adhesive first mixed together, then stiffened with six spoonfuls of West 406 (colloidal silica). The consistency turned out similar to peanut butter. The final adhesive mixture was spread about 1/16″ evenly on each surface before mating together.

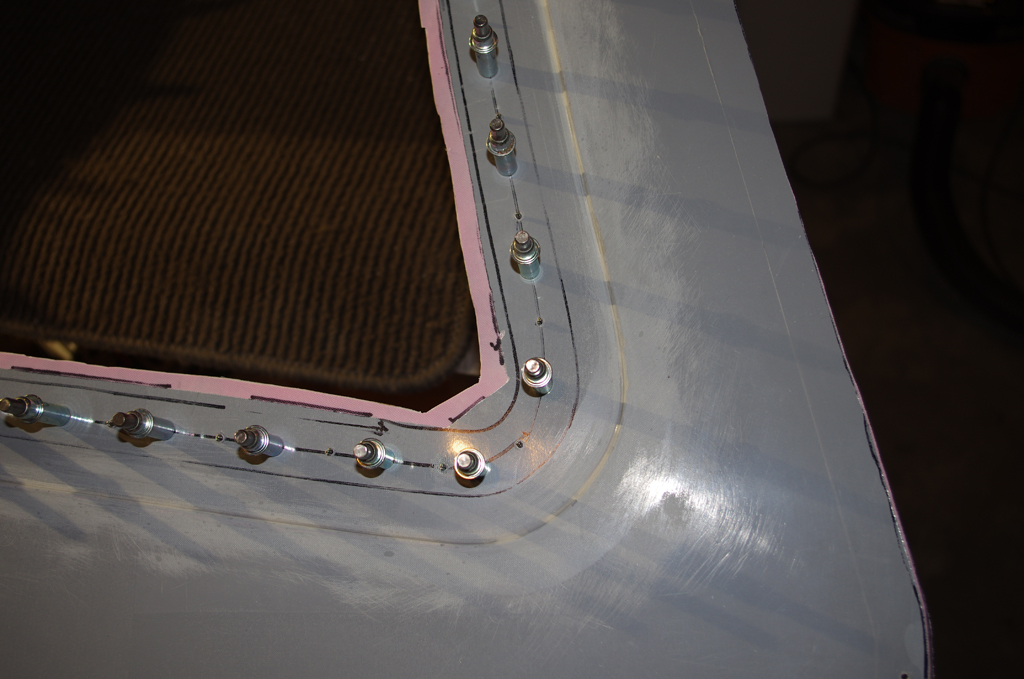
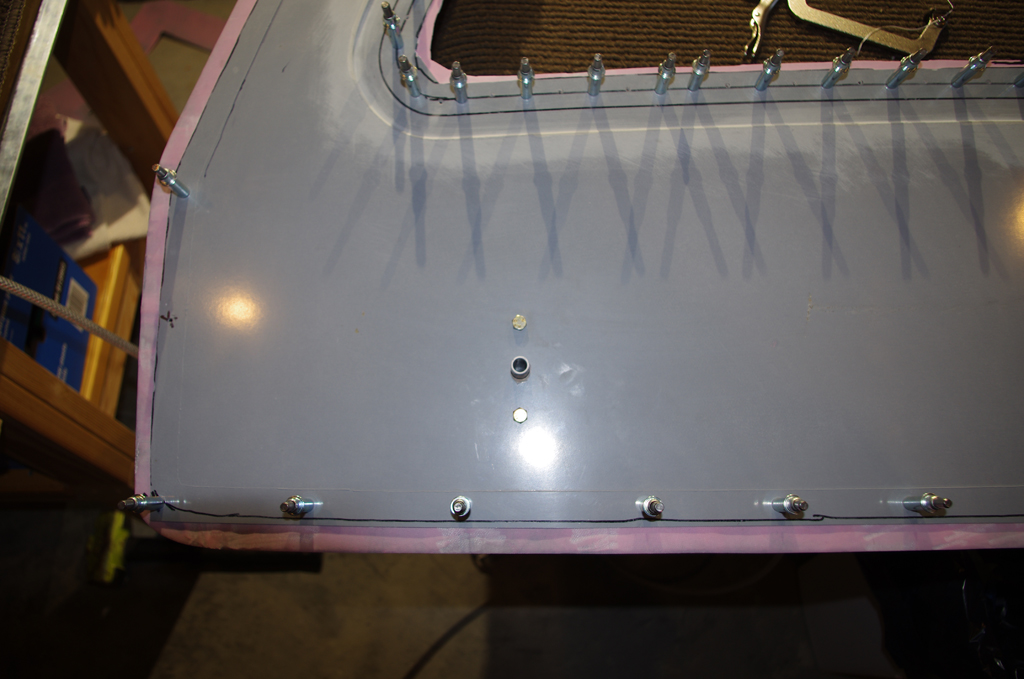
 Clecoes hold the lower section to the fuselage through witness holes. Clamps have been applied to the sides along the door channels. Sandbags about 25 pounds each and other extra weights hold the top section in place.
Clecoes hold the lower section to the fuselage through witness holes. Clamps have been applied to the sides along the door channels. Sandbags about 25 pounds each and other extra weights hold the top section in place.
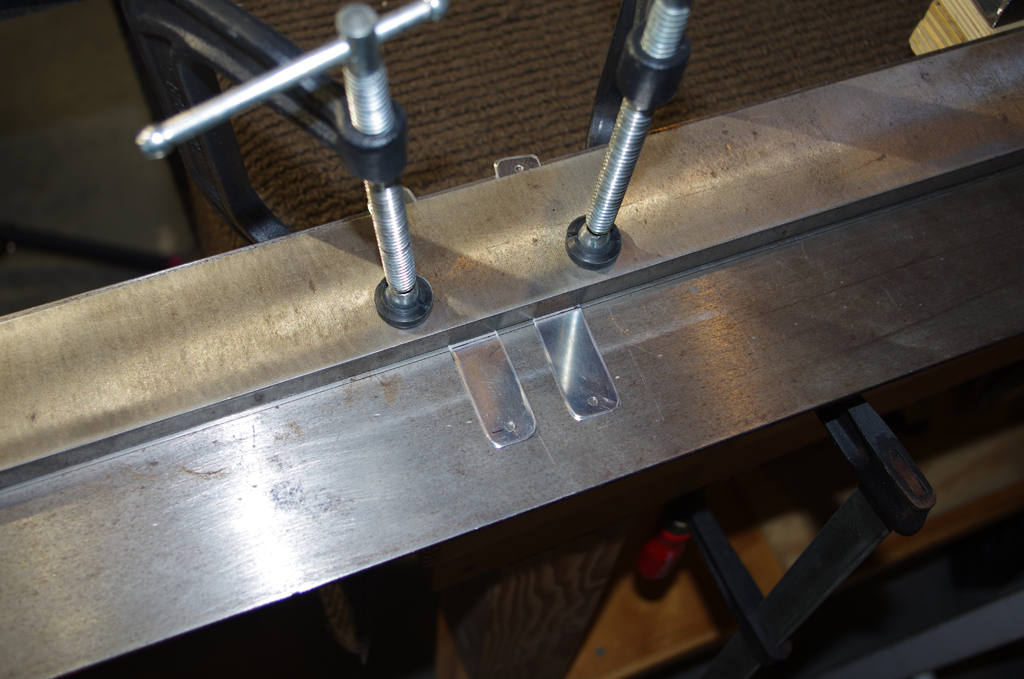
 Rich had the good idea of using kraft sticks to distribute the clamping pressure along the door edges. A firm, uniform clamping force is desired. Too much pressure causes the adhesive to be forcefully ejected from the bonding location – effectively ‘starving’ the joint and causing a weaker bond.
Rich had the good idea of using kraft sticks to distribute the clamping pressure along the door edges. A firm, uniform clamping force is desired. Too much pressure causes the adhesive to be forcefully ejected from the bonding location – effectively ‘starving’ the joint and causing a weaker bond.
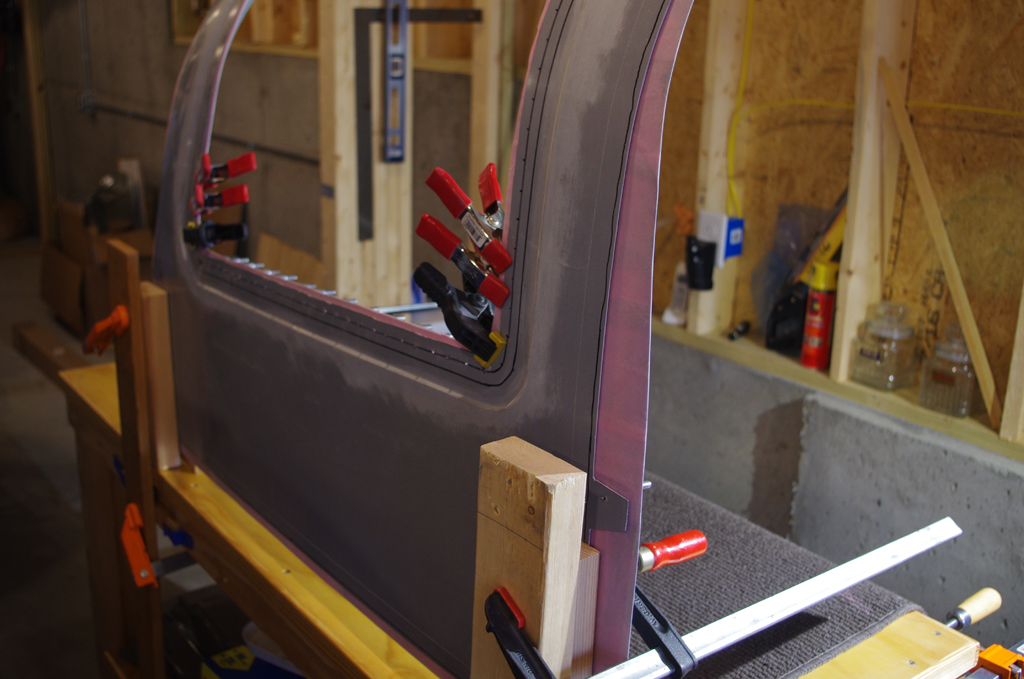
 Here is photo from a different day of the left door clamped onto the canopy to cure. The recommendation is allow 24 to 48 hours to harden before removing. This lets the door permanently shape to the contour of the canopy.
Here is photo from a different day of the left door clamped onto the canopy to cure. The recommendation is allow 24 to 48 hours to harden before removing. This lets the door permanently shape to the contour of the canopy.

 The bonded door shells are very tight, no fear of delamination here! Now begins the process of trimming the shells to final dimensions. First the window frames, then the door edges to match the frame openings.
The bonded door shells are very tight, no fear of delamination here! Now begins the process of trimming the shells to final dimensions. First the window frames, then the door edges to match the frame openings.
Confession time: On the right door I mistakenly used sealant instead of fiberglass adhesive on the outer edges. Fortunately I was able to completely remove the sealant before proper application of the epoxy adhesive. Overall the final outcome for both doors was very good and structural integrity is preserved.
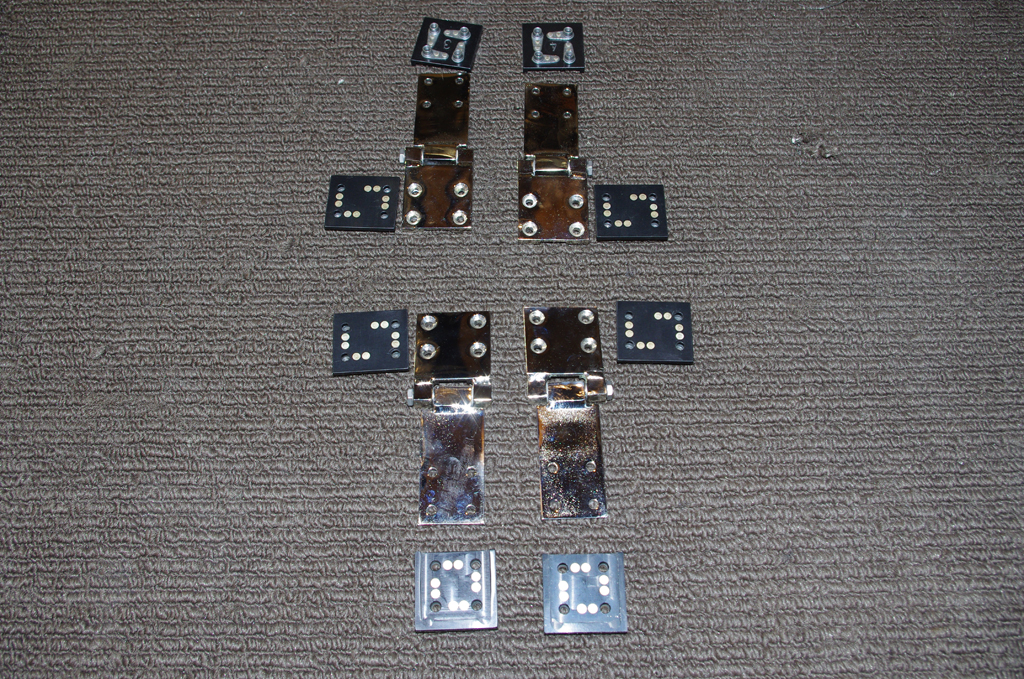


 Hinge pin locations are covered with resin, then sanded smooth.
Hinge pin locations are covered with resin, then sanded smooth. The sand, resin, repeat process took a long time to get the surfaces just right.
The sand, resin, repeat process took a long time to get the surfaces just right.
 Once the doors were ready, a batch of alodined parts was also prepared to prime/paint at the same time.
Once the doors were ready, a batch of alodined parts was also prepared to prime/paint at the same time.

 Tal’s paint booth was used to spray the doors and the parts.
Tal’s paint booth was used to spray the doors and the parts.
 After painting the doors a build of custom hinge covers is needed to provide a good seal to the McMaster weatherstrip. Some modeling clay was used to partially fill the hinge pockets.
After painting the doors a build of custom hinge covers is needed to provide a good seal to the McMaster weatherstrip. Some modeling clay was used to partially fill the hinge pockets.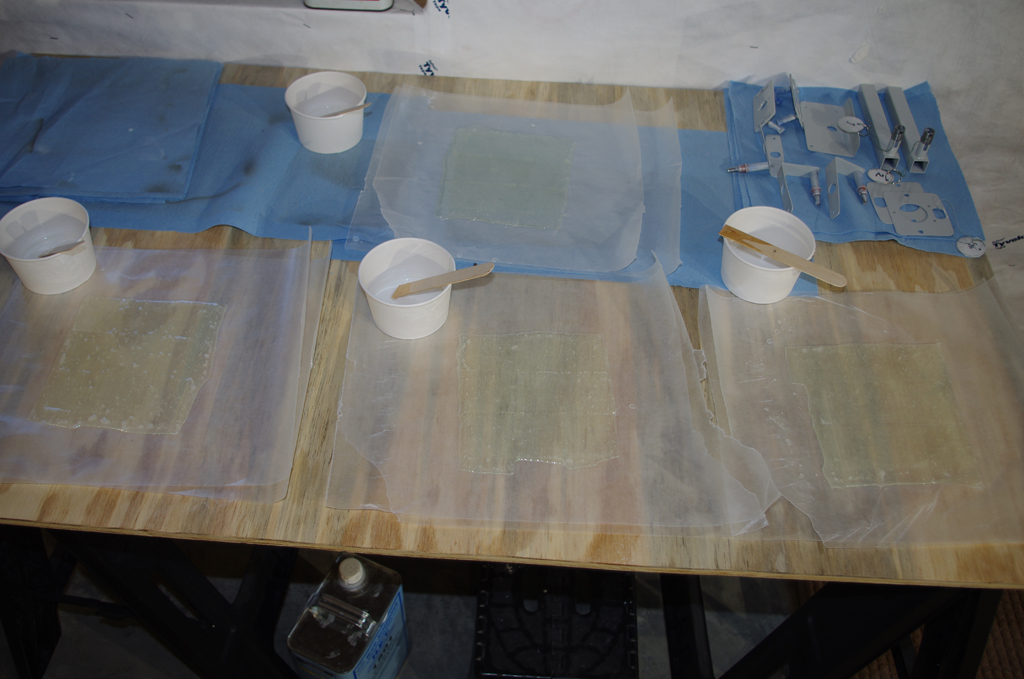
 Then a few sheets of fiberglass were prepared, then pressed into position while still flexible. Fitting and flush mounting remain after the sheets dry.
Then a few sheets of fiberglass were prepared, then pressed into position while still flexible. Fitting and flush mounting remain after the sheets dry.
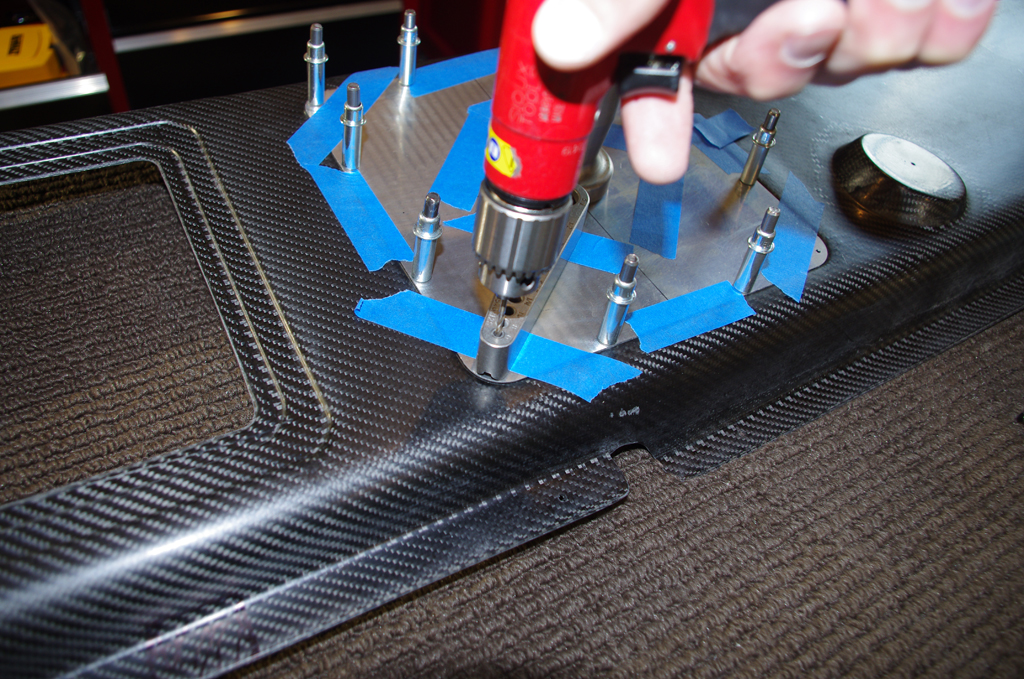 I would like to have the GPS antenna for the Garmin GTN650 located under the canopy. However, the antenna attachment is too deep to fit in the gap between the canopy and the overhead console. A custom cover was procured via 3D printing from AeorSport Products.
I would like to have the GPS antenna for the Garmin GTN650 located under the canopy. However, the antenna attachment is too deep to fit in the gap between the canopy and the overhead console. A custom cover was procured via 3D printing from AeorSport Products.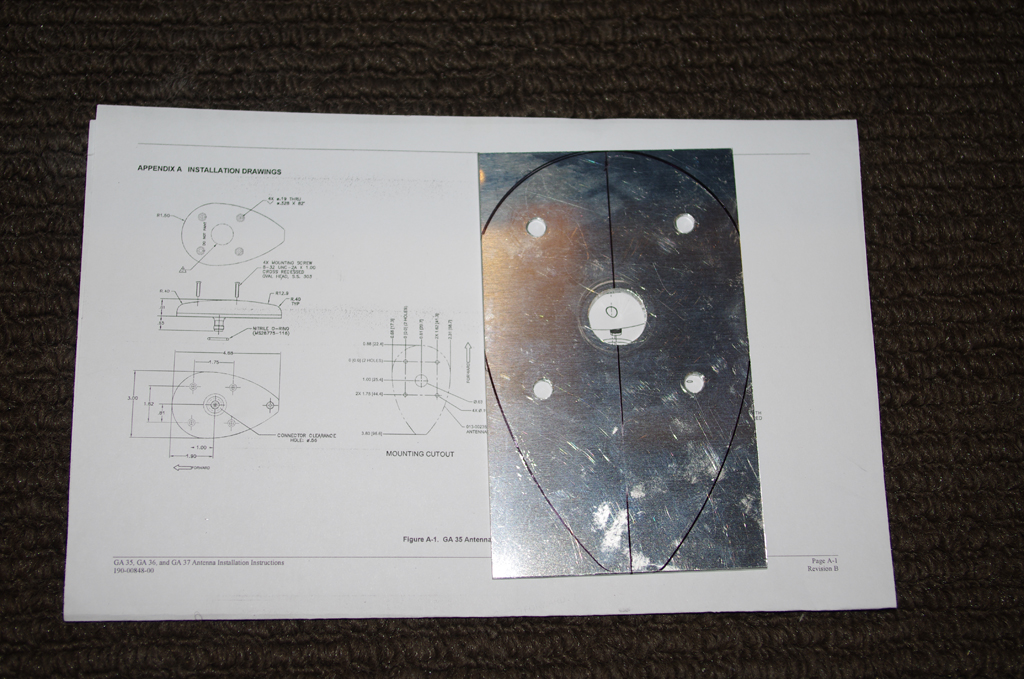

 A mounting platform for the antenna itself was made from spare aluminum angle and sheets.
A mounting platform for the antenna itself was made from spare aluminum angle and sheets.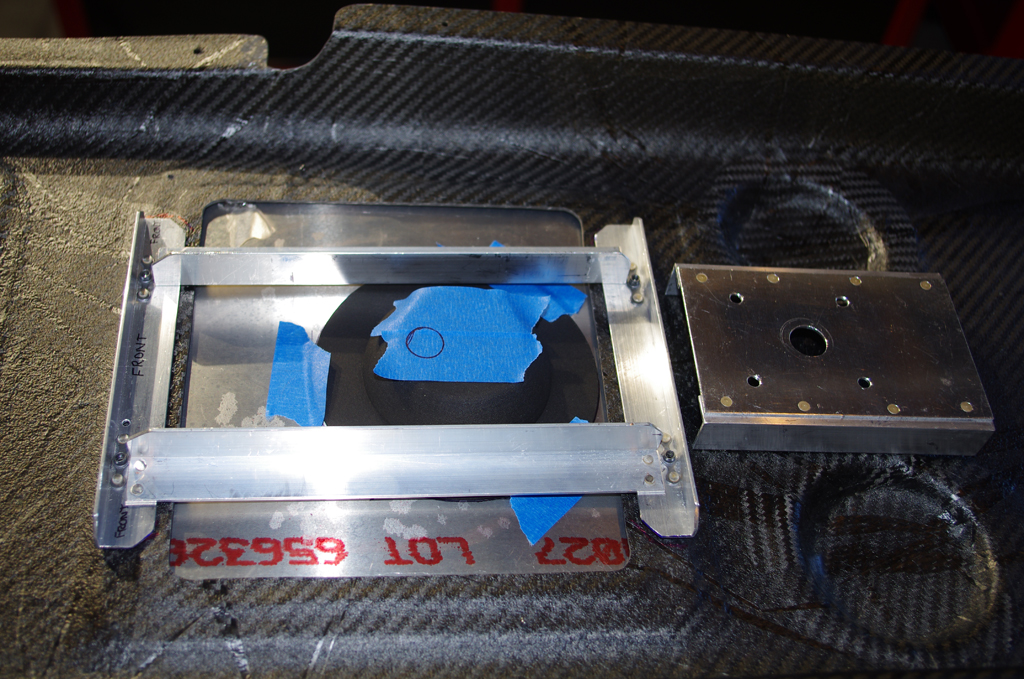
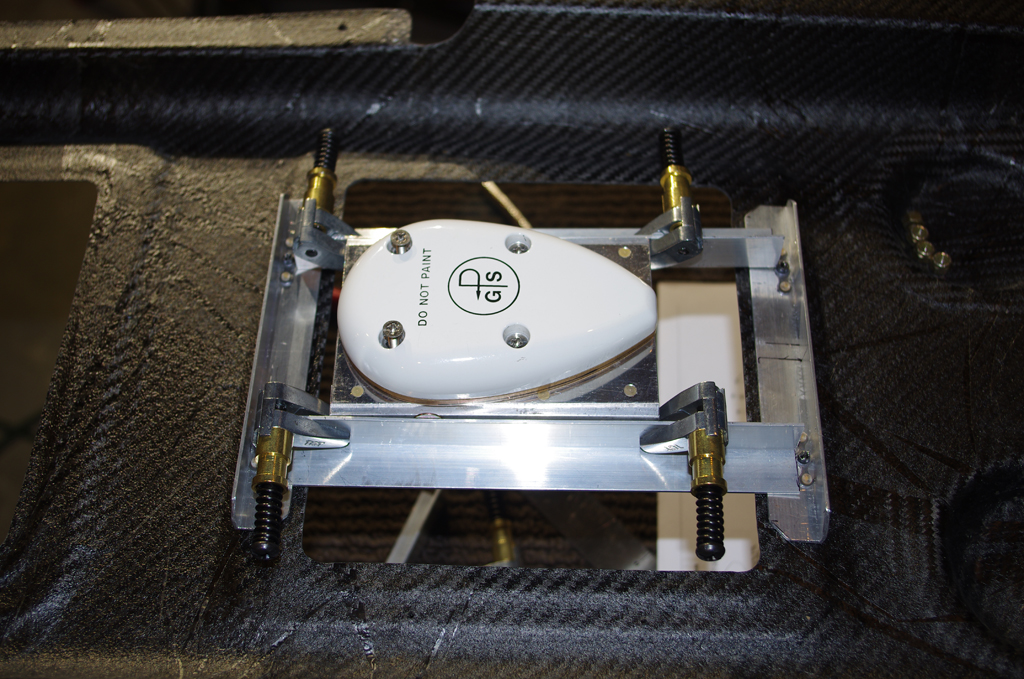
 The platform is hinged, so exact angle with airplane centerline and flight angle can be achieved.
The platform is hinged, so exact angle with airplane centerline and flight angle can be achieved.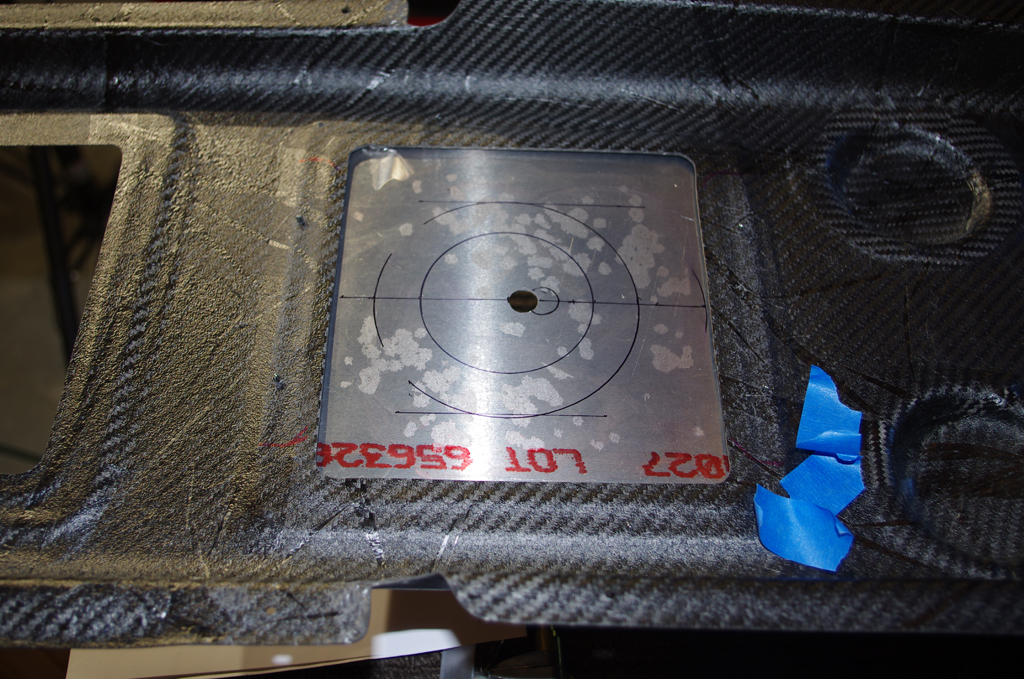
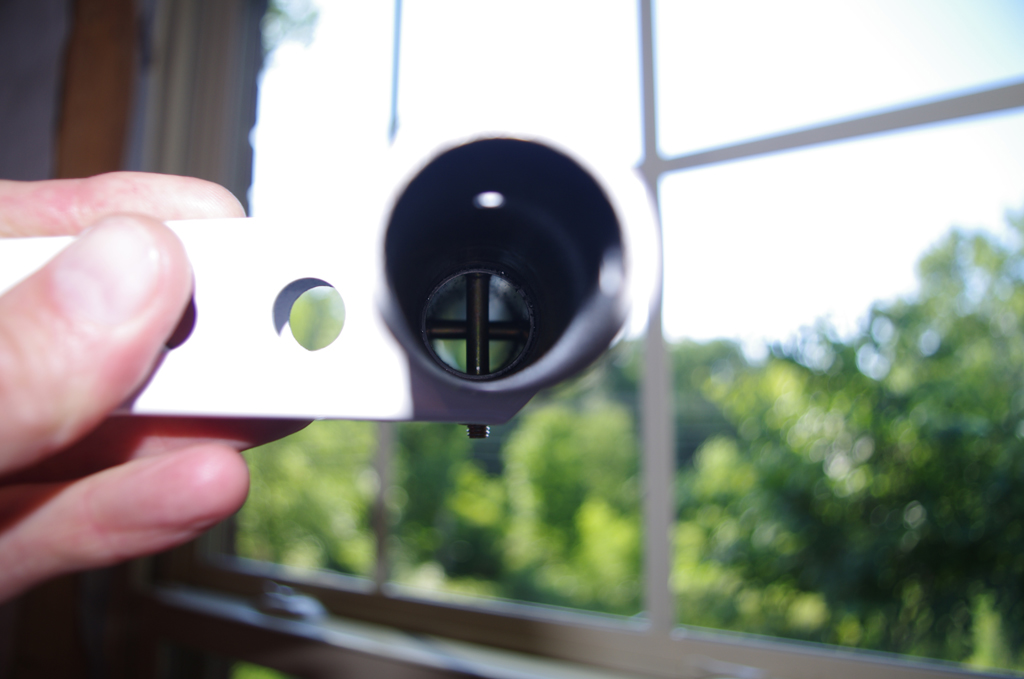
 Here is the final test fit showing the configuration of the cover, mounting bracket and antenna. Once the console is bonded to the canopy, the bracket can be permanently installed.
Here is the final test fit showing the configuration of the cover, mounting bracket and antenna. Once the console is bonded to the canopy, the bracket can be permanently installed.












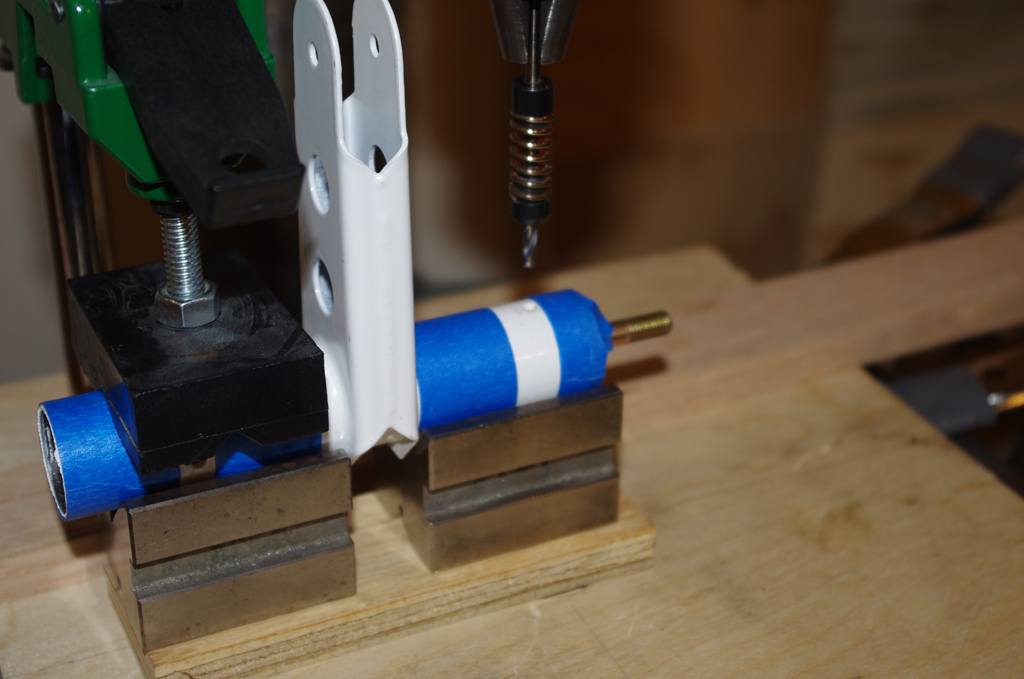
 Priming the interiors of the flap pushrods and torque tubes is recommended in the plans. A small quantity of two part, epoxy primer (PPG DP40LF) was mixed. A small bit of acetone was added to help the primer flow better along the inner walls of these tubes.
Priming the interiors of the flap pushrods and torque tubes is recommended in the plans. A small quantity of two part, epoxy primer (PPG DP40LF) was mixed. A small bit of acetone was added to help the primer flow better along the inner walls of these tubes.


























 Here is a closeup of the door against the cabin center column. The next step was tape the roughed in door into position, get ready to install hinges.
Here is a closeup of the door against the cabin center column. The next step was tape the roughed in door into position, get ready to install hinges.