Here is the basement rough-in from November 18.









Here is the basement rough-in from November 18.
The construction of airplane parts will be taking a back seat to new home construction. One benefit of the new domicile will be a 25′ x 30′ heated/cooled basement workspace. Excellent!
All the initial paperwork has been completed. Now the build is underway. My direct involvement will not occur for another few months.





















I had another forced pause from the shop due to business travel overseas. This weekend was getting back in action with Eric’s help on further cutting, fitting and sanding the fiberglass cabin cover.
 The door bottom needs extensive trimming to get to the proper thickness.
The door bottom needs extensive trimming to get to the proper thickness.
 Left and right sides need to be notched to accommodate the bulkhead reinforcements at the bottom. Notice the degree of relief needed to make this fit.
Left and right sides need to be notched to accommodate the bulkhead reinforcements at the bottom. Notice the degree of relief needed to make this fit.
 The inner section must line up just right with the mid-skin longerons. Too much taken off will decrease strength for the connecting rivets. Too little and the fiberglass bottoms out on the longeron and fit will not be proper.
The inner section must line up just right with the mid-skin longerons. Too much taken off will decrease strength for the connecting rivets. Too little and the fiberglass bottoms out on the longeron and fit will not be proper.
 First reduction was with a fiberglass cutting wheel on a Dremel tool, followed by a belt sander, hand file and finally Great Lakes 22″ sanding block with 120 grit paper.
First reduction was with a fiberglass cutting wheel on a Dremel tool, followed by a belt sander, hand file and finally Great Lakes 22″ sanding block with 120 grit paper.

 Fit, trim and refit is the process here. Getting the cabin cover to slide in without too much material removed takes time and patience. On the right photo the 3/4″ offset for windshield and doors are being highlighted with a Sharpie.
Fit, trim and refit is the process here. Getting the cabin cover to slide in without too much material removed takes time and patience. On the right photo the 3/4″ offset for windshield and doors are being highlighted with a Sharpie.

 Trim the windshield flange…
Trim the windshield flange…
 Clamp the rear door pillar and bottom flange in place. Then start the match drilling of the cabin cover to the top tailcone skin.
Clamp the rear door pillar and bottom flange in place. Then start the match drilling of the cabin cover to the top tailcone skin.

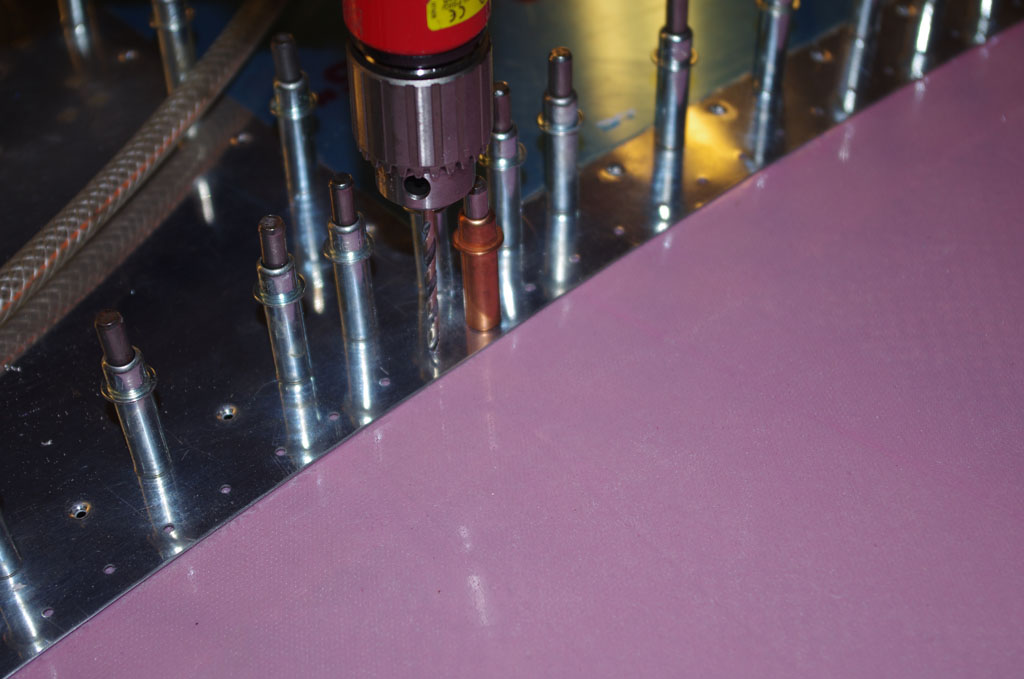 Eric pushes up on the cabin cover fiberglass while I drill #30 holes down through the tailcone skin. This process will continue on around the whole baggage bulkhead area.
Eric pushes up on the cabin cover fiberglass while I drill #30 holes down through the tailcone skin. This process will continue on around the whole baggage bulkhead area.
Continuing with the wingtip preparations…
 This shows the #4 nutplates for the navigation and strobes being riveted into place. I used stainless steel and countersunk Cherry nutplate rivets, which are expressly designed for the purpose. A standard hand riveter can be used, no need for the specialized and expensive Cherry puller(s).
This shows the #4 nutplates for the navigation and strobes being riveted into place. I used stainless steel and countersunk Cherry nutplate rivets, which are expressly designed for the purpose. A standard hand riveter can be used, no need for the specialized and expensive Cherry puller(s).
 A #4 screw fastens the bracket which will hold the nav/strobe housing.
A #4 screw fastens the bracket which will hold the nav/strobe housing.
 Here the nav/strobe housing is shown in final configuration.
Here the nav/strobe housing is shown in final configuration.

 Here are the nutplate insertions (outside and inside) for holding the lenses in place. Next up is final AwlFair application, sanding and priming.
Here are the nutplate insertions (outside and inside) for holding the lenses in place. Next up is final AwlFair application, sanding and priming.
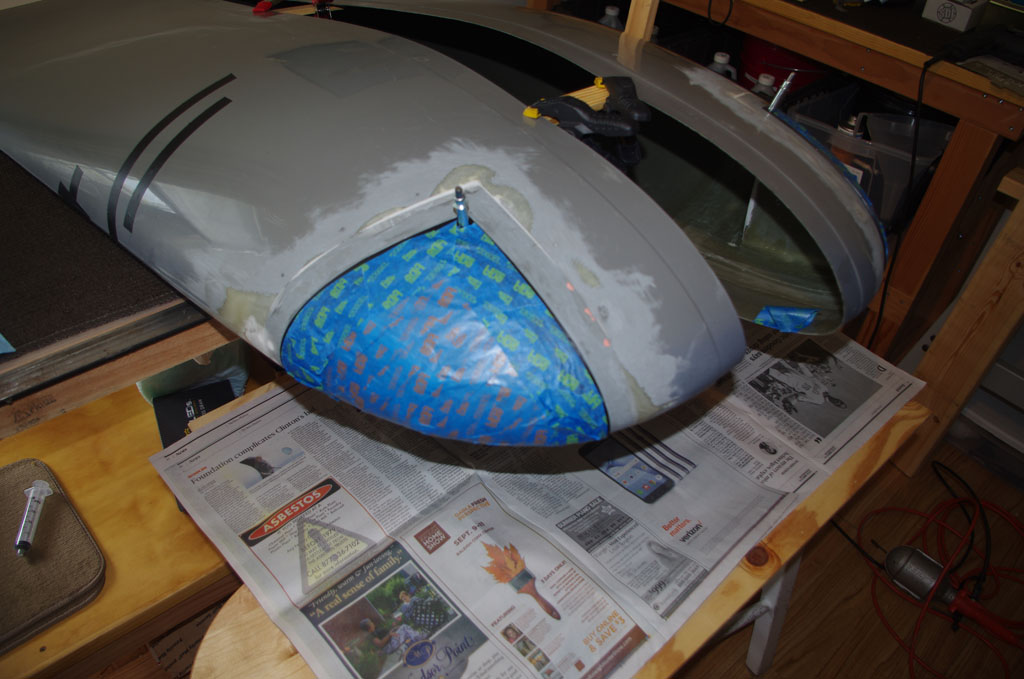
The weather forecast called for beautiful skies and temperatures over the weekend, so I enlisted Eric’s assistance in starting to trim and fit the cabin cover to the fuselage. The idea is get everything aligned properly, then finish the interior metal painting. This way scratches produced during the fitting process will be reduced.
 Faint scribe lines are on the fiberglass mold from the factory, but difficult to see under most conditions. I added electrical tape along the edge for a better visual reference when rough cutting with a Dremel tool.
Faint scribe lines are on the fiberglass mold from the factory, but difficult to see under most conditions. I added electrical tape along the edge for a better visual reference when rough cutting with a Dremel tool.

 The process is easy, but takes time. Rough cut near the scribe line, then hand sand until smooth. Then fit on the plane and continue sanding until everything lines up perfectly.
The process is easy, but takes time. Rough cut near the scribe line, then hand sand until smooth. Then fit on the plane and continue sanding until everything lines up perfectly.
 Here is a closer look at the rough out process.
Here is a closer look at the rough out process.
 A long wooden dowel is attached to a 22″ Great Planes sanding block. Eric guides the dowel along the opposite end while I smooth sand and get closer to the the scribe line. The dowel extension will approximately make the surfaces parallel on both sides.
A long wooden dowel is attached to a 22″ Great Planes sanding block. Eric guides the dowel along the opposite end while I smooth sand and get closer to the the scribe line. The dowel extension will approximately make the surfaces parallel on both sides.

 The first rough fit shows additional material needs to be removed. Sand and refit until alignment is correct.
The first rough fit shows additional material needs to be removed. Sand and refit until alignment is correct.
My first foray into fiberglass is modifying the wingtips to accept special inserts for the AeroLED VX landing lights and Pulsar PS position/strobe lights.

 Measure twice…
Measure twice…
 Cut once, twice, three times…
Cut once, twice, three times…

 Inserts rough fit in the new openings.
Inserts rough fit in the new openings.

 Layout of West resin system components.
Layout of West resin system components.


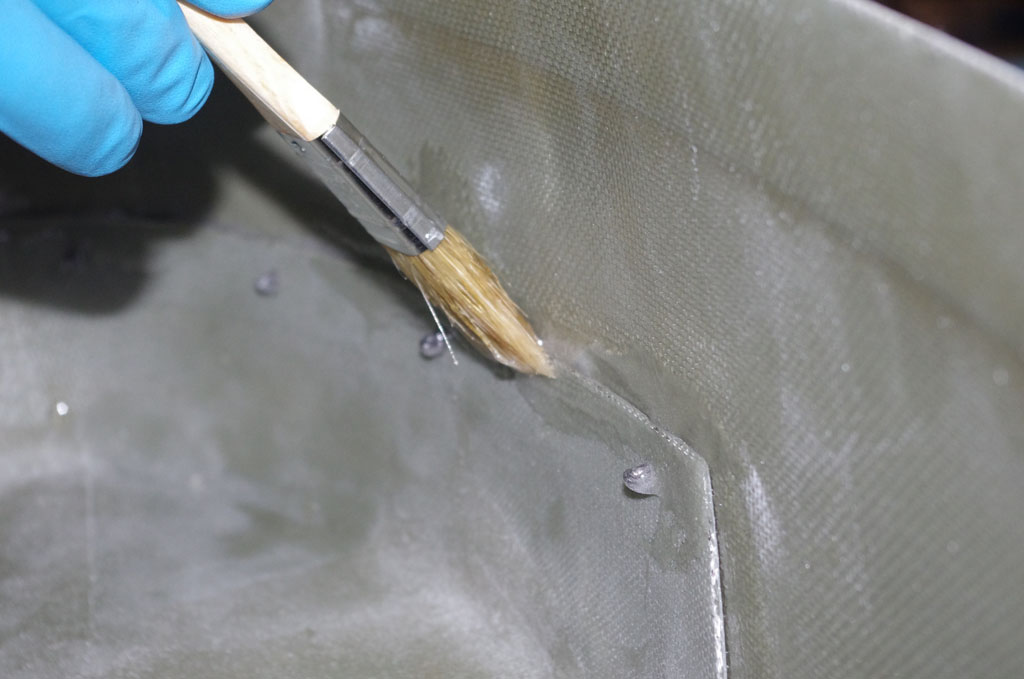
 Mix, and brush on both surfaces.
Mix, and brush on both surfaces.

 Position insert and cleco together.
Position insert and cleco together.
 Fill inside edge with remaining resin to ease the sharp angle (will help later when fiberglass cloth is applied). Let this combination dry overnight.
Fill inside edge with remaining resin to ease the sharp angle (will help later when fiberglass cloth is applied). Let this combination dry overnight.
 Now add three layers of fiberglass cloth on the inside to reinforce the insert seams. Let this cure overnight.
Now add three layers of fiberglass cloth on the inside to reinforce the insert seams. Let this cure overnight.
 Fill in the outside gaps, let cure overnight, then sand roughly smooth.
Fill in the outside gaps, let cure overnight, then sand roughly smooth.

 Position template, drill adjustment holes and rough fit the taped landing light lens to the initial opening. Sand, sand and more sand until lens fits perfectly in the opening with sufficient clearance for later alignments with airplane axis.
Position template, drill adjustment holes and rough fit the taped landing light lens to the initial opening. Sand, sand and more sand until lens fits perfectly in the opening with sufficient clearance for later alignments with airplane axis.
 Rough fit is done, need some additional build-up in certain areas. This will be done later.
Rough fit is done, need some additional build-up in certain areas. This will be done later.

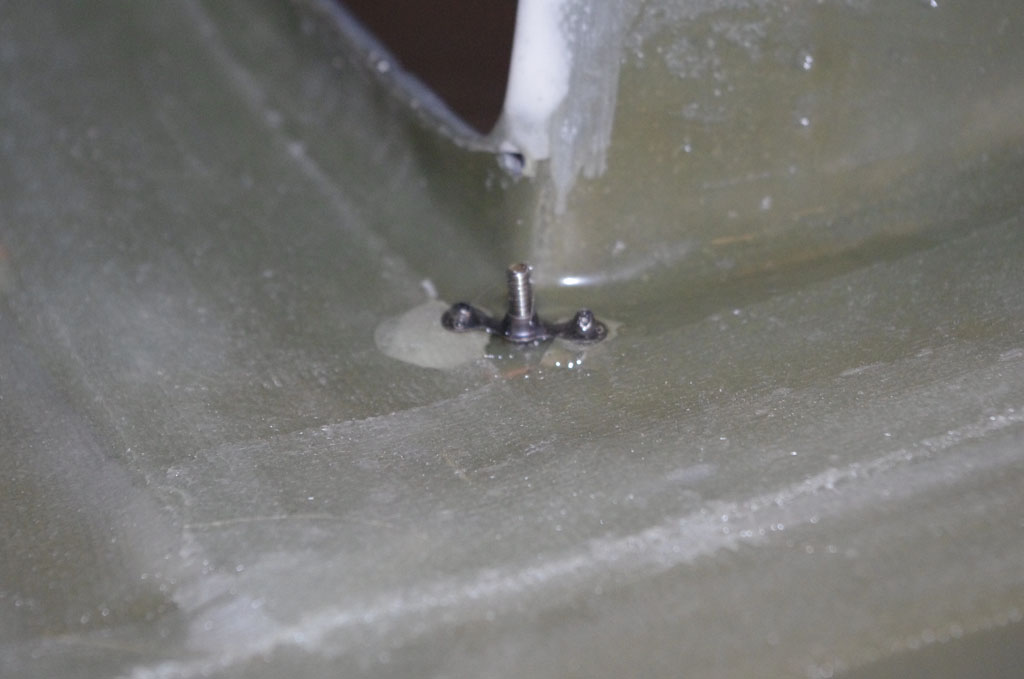
 Place pivot point and drill fastening holes.
Place pivot point and drill fastening holes.
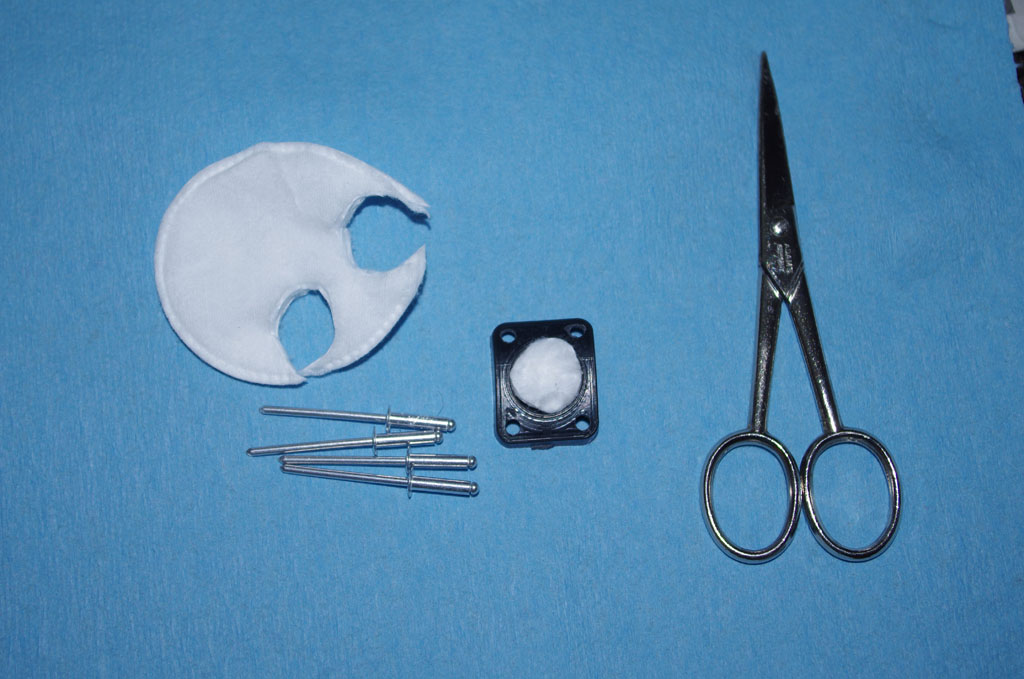
 The internal section of the pivot is stuffed with a cotton plug. Use E6000 structural adhesive to hold the pivot point, plus add pop rivets for additional stability. The cotton keeps the adhesive from filling the pivot cavity.
The internal section of the pivot is stuffed with a cotton plug. Use E6000 structural adhesive to hold the pivot point, plus add pop rivets for additional stability. The cotton keeps the adhesive from filling the pivot cavity.
 Build-up needed, as the dimensions of the fiberglass inserts obtained from AeroLED is very poor. The left side is a good 1/4″ bigger top-bottom and 1/4″ left-right compared to the other side.
Build-up needed, as the dimensions of the fiberglass inserts obtained from AeroLED is very poor. The left side is a good 1/4″ bigger top-bottom and 1/4″ left-right compared to the other side.

 Measure the lexan lens for rough cutting. Use a dremel tool for approximate size, then hand sand to closer dimensions. Electrical tape is applied around the edges to prevent scratching during the fit process.
Measure the lexan lens for rough cutting. Use a dremel tool for approximate size, then hand sand to closer dimensions. Electrical tape is applied around the edges to prevent scratching during the fit process.
 The fit process took a long time with hand sanding. The edges still protruded a bit from the wing surface.
The fit process took a long time with hand sanding. The edges still protruded a bit from the wing surface.

 AWLFAIR 8020 resin and AWLFAIR 7007 red hardener are 1:1 mixed together to create a creamy fairing compound. Tape covers the entire lens.
AWLFAIR 8020 resin and AWLFAIR 7007 red hardener are 1:1 mixed together to create a creamy fairing compound. Tape covers the entire lens.
 Coat number one is applied to the fitted lens.
Coat number one is applied to the fitted lens.
===========
 An additional job for the week is rounding over some cable fairings. A dime was perfectly sized for measuring the distances.
An additional job for the week is rounding over some cable fairings. A dime was perfectly sized for measuring the distances.
After a week traveling overseas on business followed by a week at AirVenture 2016, I finally got back to the actual building process. During the off period I had ordered #2 Tefzel wire for three battery cables running from behind the baggage area to the firewall. Two were for hot leads for the dual battery, dual alternator configuration I am building and one for a solid ground lead. My concern before final riveting the left seat and baggage floors was being unable to pull the heavy/stiff wire through the already installed black plastic conduit (see previous posts on these). So after receiving the wire, a test pull was in order.
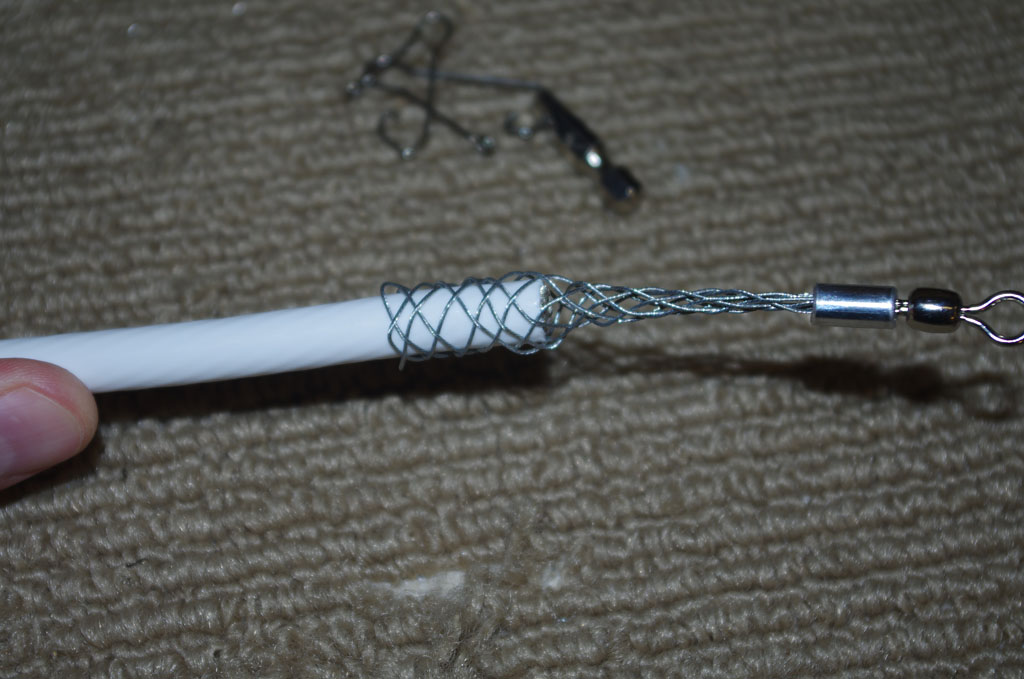 A cheap ($20) wire grip was purchased from Amazon for this test. Though inexpensive, this one has an end swivel to help guide the head assembly through the conduit. This picture shows beginning to thread the wire mesh from the grip onto the #2 Tefzel wire. Eventually about 2″ overlap was achieved.
A cheap ($20) wire grip was purchased from Amazon for this test. Though inexpensive, this one has an end swivel to help guide the head assembly through the conduit. This picture shows beginning to thread the wire mesh from the grip onto the #2 Tefzel wire. Eventually about 2″ overlap was achieved.
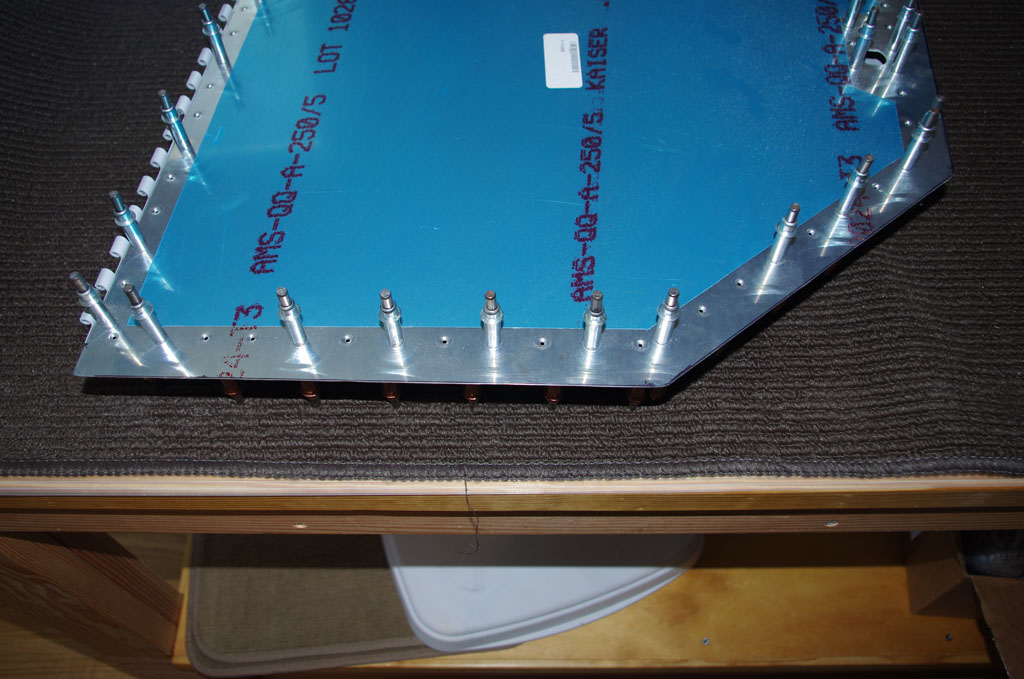
 No pictures are available from the test pull, but the Tefzel went through the conduit with no problems. Now having peace of mind about cable runs, I proceeded to use a pneumatic puller to set the rear floor and baggage compartment. Here all the central pop rivets are in place.
No pictures are available from the test pull, but the Tefzel went through the conduit with no problems. Now having peace of mind about cable runs, I proceeded to use a pneumatic puller to set the rear floor and baggage compartment. Here all the central pop rivets are in place.
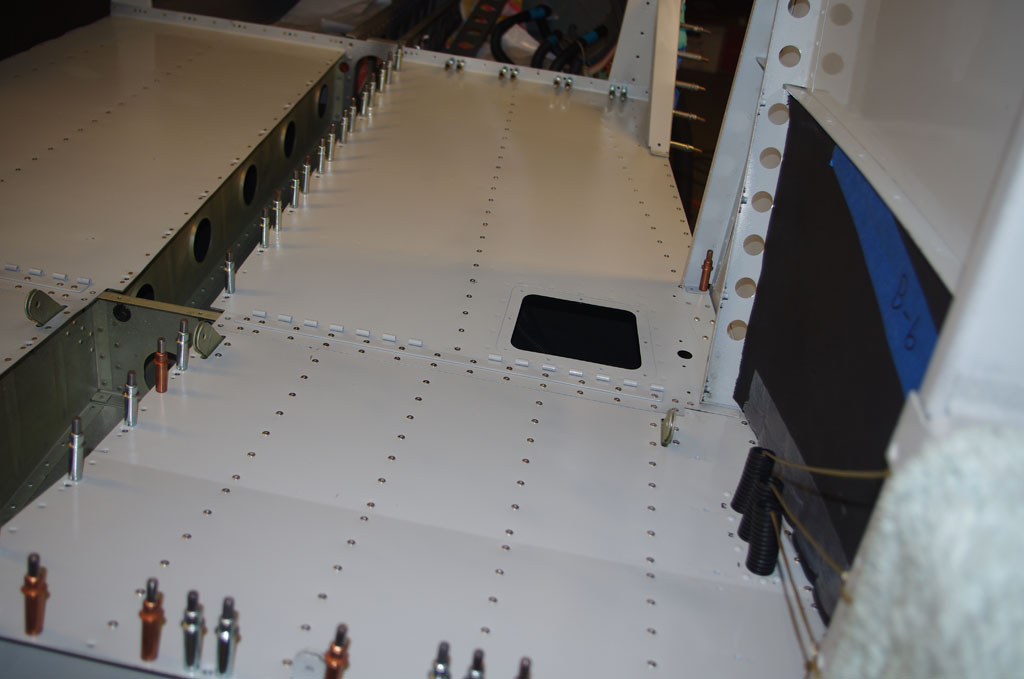
 This view show all the edge rivets and nut plates squeezed along the main tunnel. The baggage frames and support angles are clecoed in place ready for Eric’s availability to drive while I buck. There some final adjustments to the baggage door itself I want to complete before final assembly of the frames.
This view show all the edge rivets and nut plates squeezed along the main tunnel. The baggage frames and support angles are clecoed in place ready for Eric’s availability to drive while I buck. There some final adjustments to the baggage door itself I want to complete before final assembly of the frames.
 The right side wire cover is also clecoed in place waiting for final installation. Next up on the to-do list is deburr and prep the tunnel covers.
The right side wire cover is also clecoed in place waiting for final installation. Next up on the to-do list is deburr and prep the tunnel covers.
Painting the interior last week has unlocked a number of different activities which can now be undertaken. The Fourth of July 2016 weekend was used for installing things which have been prepped and staged for quite a while. The sequence of activities was based on time of day (heat in shop), and whether solo work was possible or another set of hands was needed.
 A few miscellaneous parts were also painted last week. Here the outer baggage door panel is riveted onto the frame. Eric helped by driving from the exterior side, while I bucked from the inside.
A few miscellaneous parts were also painted last week. Here the outer baggage door panel is riveted onto the frame. Eric helped by driving from the exterior side, while I bucked from the inside.

 Here are two different perspectives of the baggage door from the inside. The next step is fit 1″ sound damping insulation, then pop rivet the inner panel to the frame. Last step will be install the door lock/latch, but this will be after the cabin door hardware is acquired.
Here are two different perspectives of the baggage door from the inside. The next step is fit 1″ sound damping insulation, then pop rivet the inner panel to the frame. Last step will be install the door lock/latch, but this will be after the cabin door hardware is acquired.
 Saturday morning saw foam soundproofing material installed with contact cement. Rich had cut these several months ago on a previous visit. The directions say let sit for 15 minutes before bonding the two surfaces, but this caused instant adhesion between the parts and some mis-aligned panels until I figured it out. For this foam material/ cement combination the best approach is put a thin coat on the plane, followed quickly by the foam – then immediately fit together. This leaves the contact cement just a bit slippery and able to slide just a little, enough to help position the panels better.
Saturday morning saw foam soundproofing material installed with contact cement. Rich had cut these several months ago on a previous visit. The directions say let sit for 15 minutes before bonding the two surfaces, but this caused instant adhesion between the parts and some mis-aligned panels until I figured it out. For this foam material/ cement combination the best approach is put a thin coat on the plane, followed quickly by the foam – then immediately fit together. This leaves the contact cement just a bit slippery and able to slide just a little, enough to help position the panels better.
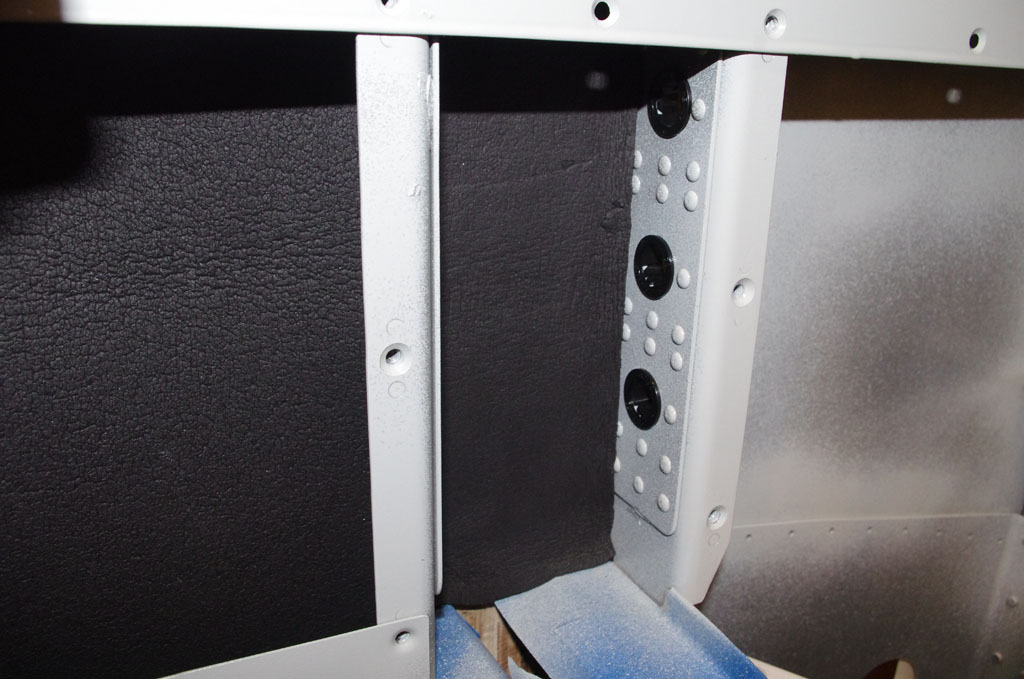
 Here are views for the side panels and underneath the rear floor panel. All is not pretty, but not to worry. All the foam installed so far is covered by another interior panel and will not be visible. I hope the sound-dampening effect proves worth the effort involved.
Here are views for the side panels and underneath the rear floor panel. All is not pretty, but not to worry. All the foam installed so far is covered by another interior panel and will not be visible. I hope the sound-dampening effect proves worth the effort involved.
 Okay, interior painted and foam applied. Now fit the rear seat panels and rivet in place. The photo shows thin plastic cutting boards ($8 for 5 sheets from Amazon) used to protect the side wells from being scratched by the panel on insert. This worked great and no damage was done.
Okay, interior painted and foam applied. Now fit the rear seat panels and rivet in place. The photo shows thin plastic cutting boards ($8 for 5 sheets from Amazon) used to protect the side wells from being scratched by the panel on insert. This worked great and no damage was done.
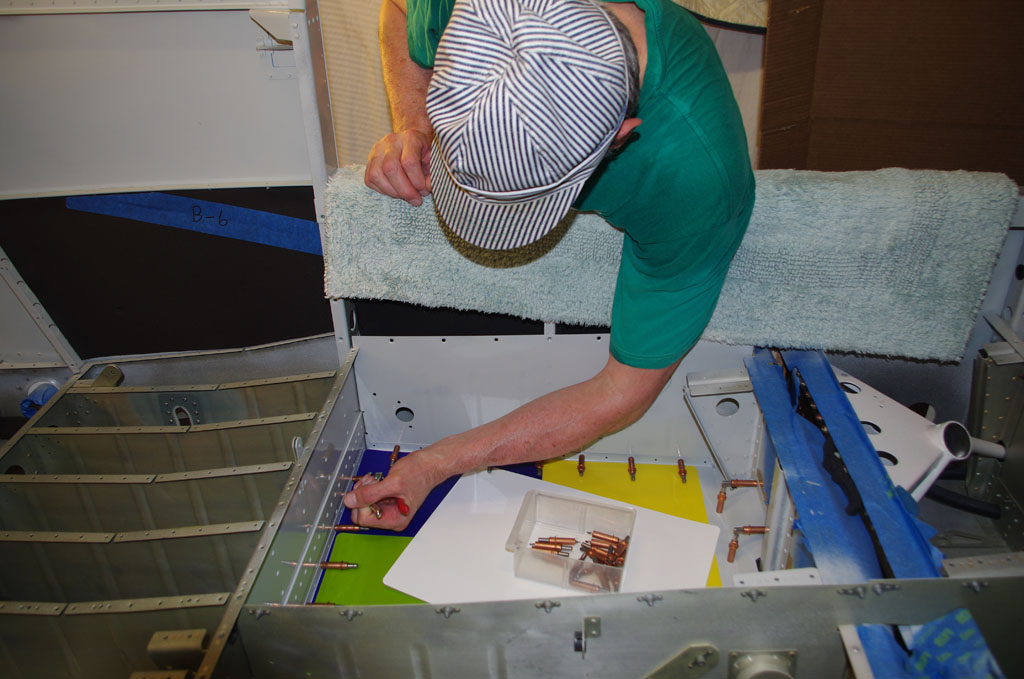
 Floor panel is clecoed into place, then the floors pop riveted to the ribs underneath. I used a pneumatic riveter borrowed from Tal for the cheap ones with easy access. More expensive, but delightfully easy to use, CherryMAX CR3213-04-02 rivets were installed in the difficult corners with the offset head on the 704B riveter.
Floor panel is clecoed into place, then the floors pop riveted to the ribs underneath. I used a pneumatic riveter borrowed from Tal for the cheap ones with easy access. More expensive, but delightfully easy to use, CherryMAX CR3213-04-02 rivets were installed in the difficult corners with the offset head on the 704B riveter.

 The left picture shows the completed floor/rib rivets, while the right picture shows the fully completed effort. The plastic cutting sheets were used to protect the floor as the side rivets were installed.
The left picture shows the completed floor/rib rivets, while the right picture shows the fully completed effort. The plastic cutting sheets were used to protect the floor as the side rivets were installed.
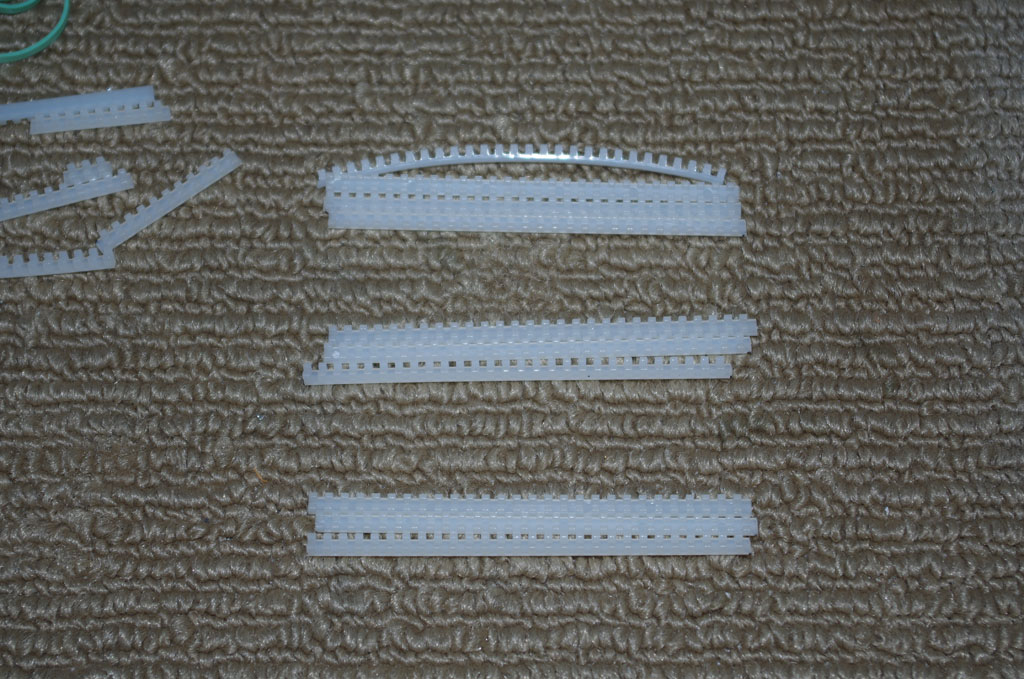
 Floor panels complete, now cut and install MS21266 nylon edging grommet material on the bulkheads where power wires, antennas, and static tubes will be run.
Floor panels complete, now cut and install MS21266 nylon edging grommet material on the bulkheads where power wires, antennas, and static tubes will be run.
 The main event – installing the 5/8″ ID black conduit. The prepared holes in the seat panel are first threaded with conduit.
The main event – installing the 5/8″ ID black conduit. The prepared holes in the seat panel are first threaded with conduit.

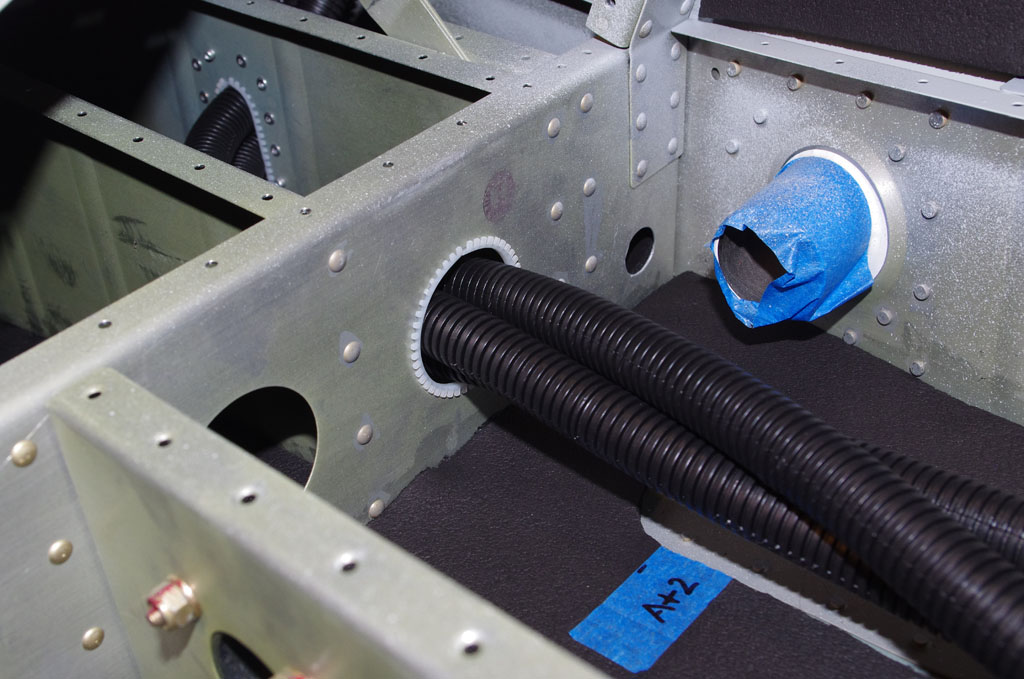 Then the conduit is run through the interior rib, and out the lightning hole under the baggage floor.
Then the conduit is run through the interior rib, and out the lightning hole under the baggage floor.
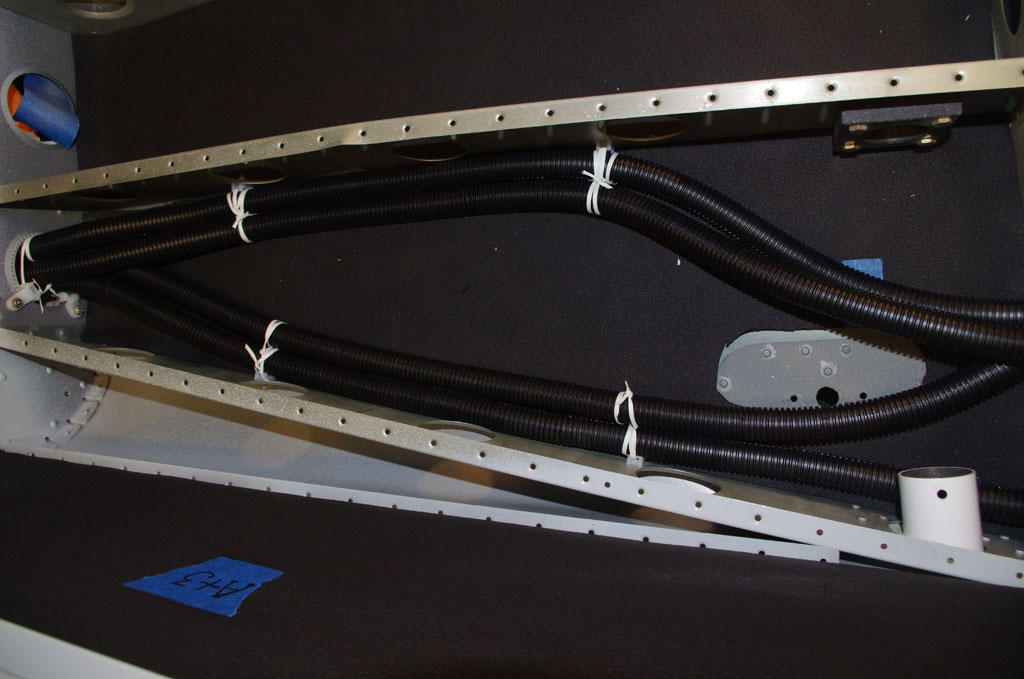
 The conduit is then fastened to anchor points with 0.010″ fiberglass cable lace. Again not the prettiest outcome, but seems to hold everything together quite well.
The conduit is then fastened to anchor points with 0.010″ fiberglass cable lace. Again not the prettiest outcome, but seems to hold everything together quite well.
 Using the packing peanut / fishing line / suction method, 2mm paracord is pulled through the installed conduit and tied to the bulkheads. These cords will later be used for pulling wires under the rear seat and under the baggage compartment. Once the seat panels are riveted in-place, no more access will be available.
Using the packing peanut / fishing line / suction method, 2mm paracord is pulled through the installed conduit and tied to the bulkheads. These cords will later be used for pulling wires under the rear seat and under the baggage compartment. Once the seat panels are riveted in-place, no more access will be available.
 Finally for this week, I started hand riveting the side floor angles. Once these are done, the baggage floor can be permanently attached.
Finally for this week, I started hand riveting the side floor angles. Once these are done, the baggage floor can be permanently attached.
The entire week was used to prepare for the first interior paint in the cockpit. Materials were transported from the garden shed, my usual paintbooth, to the shop. These included air compressor, paint gun, supplies, hoses, fans, filters, and barrier walls. Quite a logistics challenge. Eric and I got up Saturday at 5:00am to beat the oppressive heat which comes later in the day. Temperature in the shop was a comfortable 74F in the shop before the sun came up.
 A rudimentary paint booth is constructed of large cardboard sheets and thin plywood paneling. This is not intended for long term use, just enough to keep paint/fumes fairly contained on the side.
A rudimentary paint booth is constructed of large cardboard sheets and thin plywood paneling. This is not intended for long term use, just enough to keep paint/fumes fairly contained on the side.

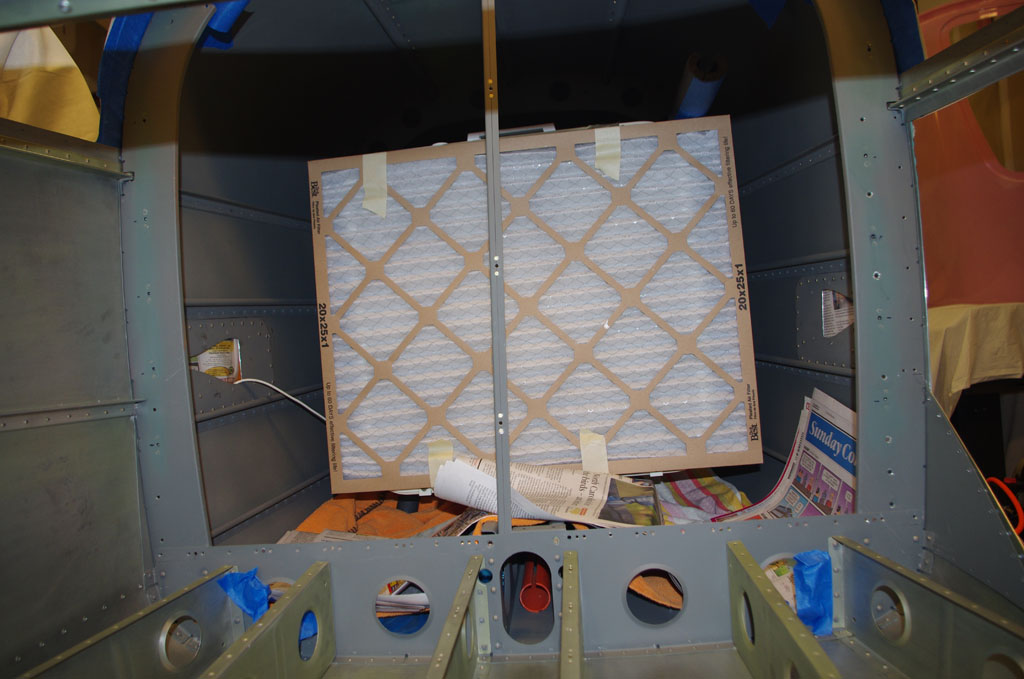 Fans/filters placed in the tail and on the plywood barrier are just enough to keep a gentle air flow from back to front, then out the shop door. This concept, while looking very crude in the photos, worked extremely well in practice.
Fans/filters placed in the tail and on the plywood barrier are just enough to keep a gentle air flow from back to front, then out the shop door. This concept, while looking very crude in the photos, worked extremely well in practice.


 The basic process getting ready to shoot remains the same: suit up, shake and mix well. Then pucker and pull the trigger.
The basic process getting ready to shoot remains the same: suit up, shake and mix well. Then pucker and pull the trigger.

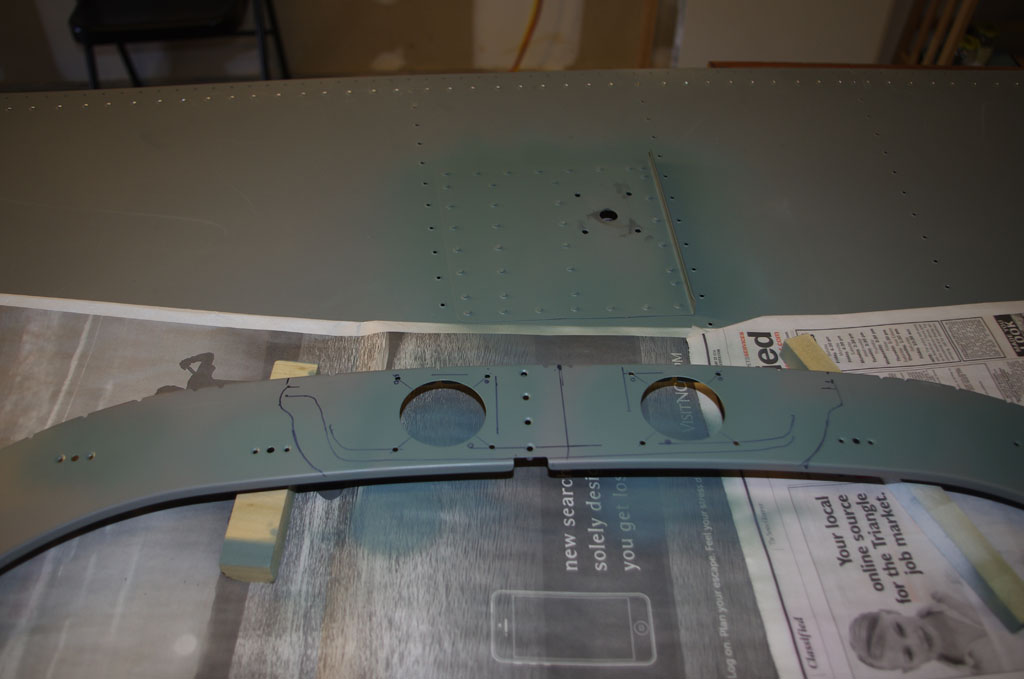
 Now for the results – baggage door and rear seat areas. Only those visible areas are painted. The remaining parts are covered by side or floor panels.
Now for the results – baggage door and rear seat areas. Only those visible areas are painted. The remaining parts are covered by side or floor panels.
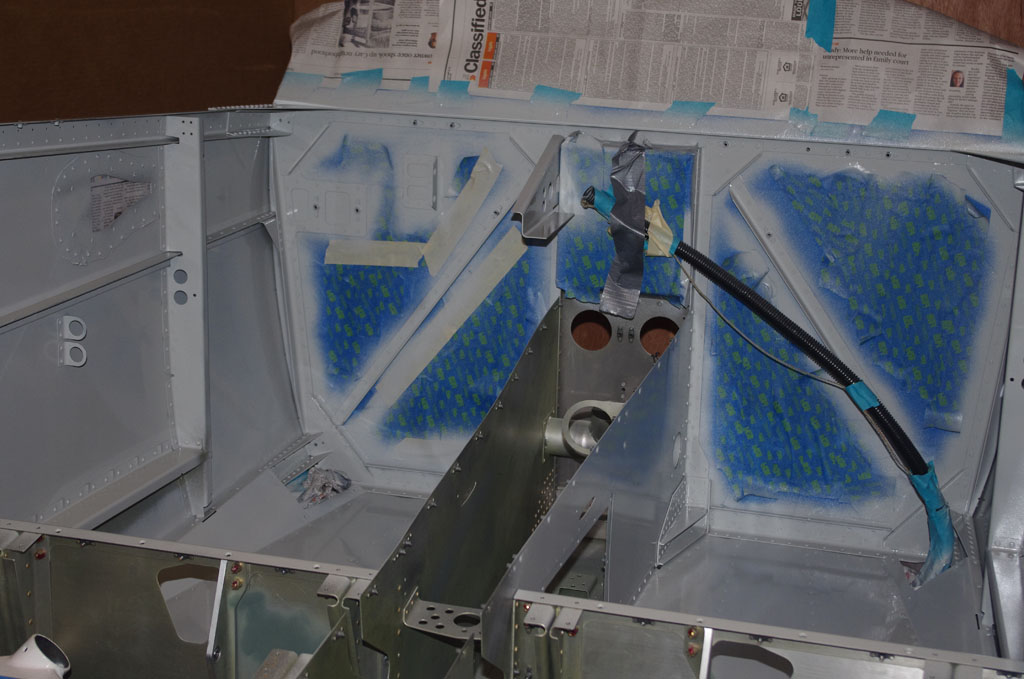
 Firewall and side panels. Some areas here are perhaps a bit thin on paint, but no worries about appearance, as these sections will be covered with soundproofing material and probably panels as well.
Firewall and side panels. Some areas here are perhaps a bit thin on paint, but no worries about appearance, as these sections will be covered with soundproofing material and probably panels as well.

 Front floorboards and forward seating areas.
Front floorboards and forward seating areas.
I used PPG Concept paint coded DCC in Boeing grey (BAC707). This is a three part system with paint, reducer and hardener. This stuff is fantastically hard, flows together when applied properly, and covers very well. Any runs can be sanded and resprayed for a smooth finish . The downsides to this material are its high expense and caution must be taken for personal safety. The poly-isocyanates in the hardener are toxic and exposure must be avoided. Fortunately I have the HobbyAir breathing system, safety glasses, gloves and professional paints suits for protection.
Next steps are install the sound dampening material, run the electrical conduit under floor boards, then rivet all the floor panels in place. I may not do another round of painting, as the overall results for the first round were pretty good.
This week saw another set of clean-up activities – things started in the past, but finally with time to address. Primary among these was final attachment of the COM2 antenna plate to the upper tailcone skin.
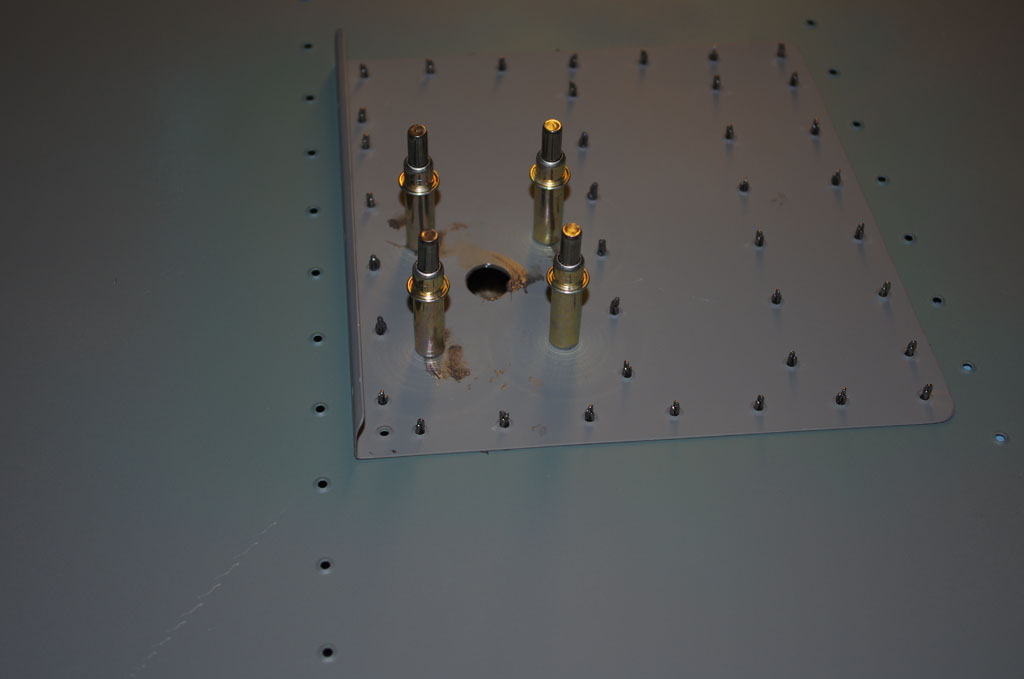 Step one is Pro-Seal around the major antenna holes and fasten tightly with clecoes. After drying overnight, the excess sealing material was removed and dimples cleaned out ready for riveting.
Step one is Pro-Seal around the major antenna holes and fasten tightly with clecoes. After drying overnight, the excess sealing material was removed and dimples cleaned out ready for riveting.
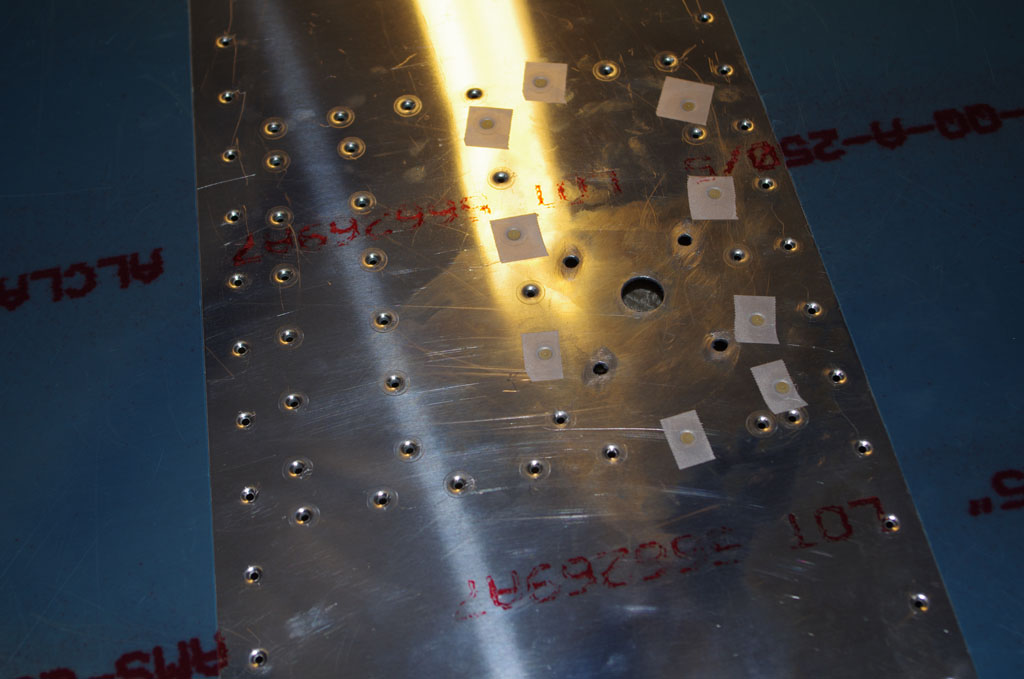 I decided to back rivet all locations with a 4″x6″ plate obtained from Cleveland Tools for this purpose. To avoid the previously committed sin of slipping off the plate during riveting, this time I line up the plate in a known position by marking the antenna holes with a black Sharpie. By always keeping the holes aligned, I was assured plate would always be under the rivet with plenty of space on either side.
I decided to back rivet all locations with a 4″x6″ plate obtained from Cleveland Tools for this purpose. To avoid the previously committed sin of slipping off the plate during riveting, this time I line up the plate in a known position by marking the antenna holes with a black Sharpie. By always keeping the holes aligned, I was assured plate would always be under the rivet with plenty of space on either side.
 The outcome looks good. A bit of Scotchbrite preps the skin to accept priming.
The outcome looks good. A bit of Scotchbrite preps the skin to accept priming.
 The backside of the antenna plate and the newly deburred holes in the baggage bulkhead are primed with SEM self-etching primer to cover any bare spots.
The backside of the antenna plate and the newly deburred holes in the baggage bulkhead are primed with SEM self-etching primer to cover any bare spots.
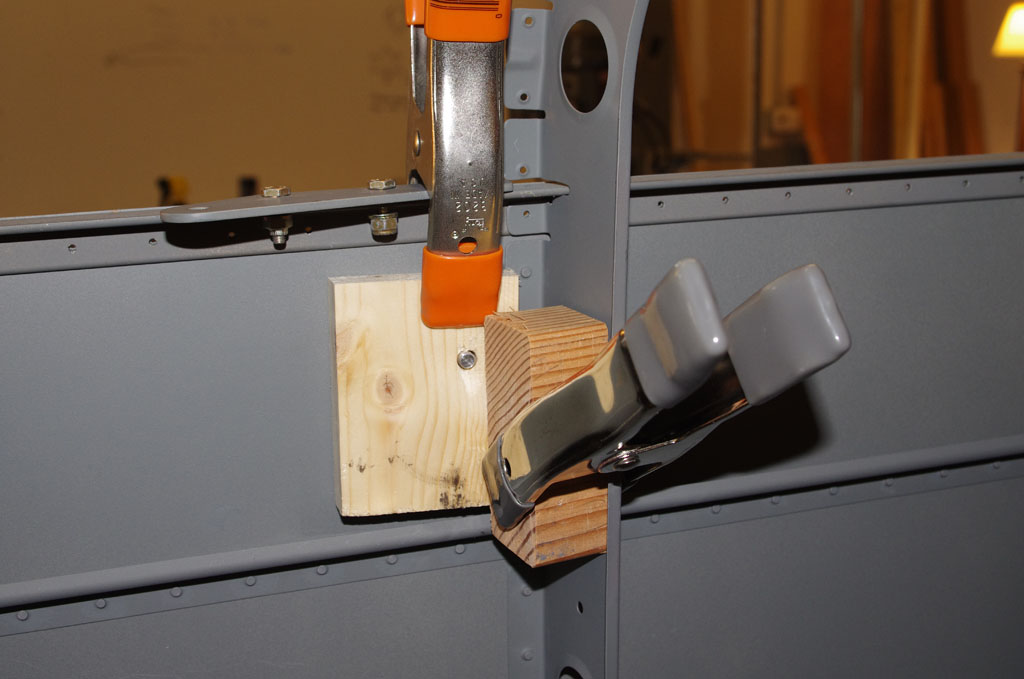
Next up was attaching the two static ports (one left and one right) to the rear tailcone skins. Wooden jigs were made to clamp the ports in position while the Pro-Seal drys. Some folks use rivets and/or the Pro-Seal, but my experience is the Pro-Seal should be strong enough to hold by itself.

 Front and back photos of the static ports while the Pro-Seal drys.
Front and back photos of the static ports while the Pro-Seal drys.
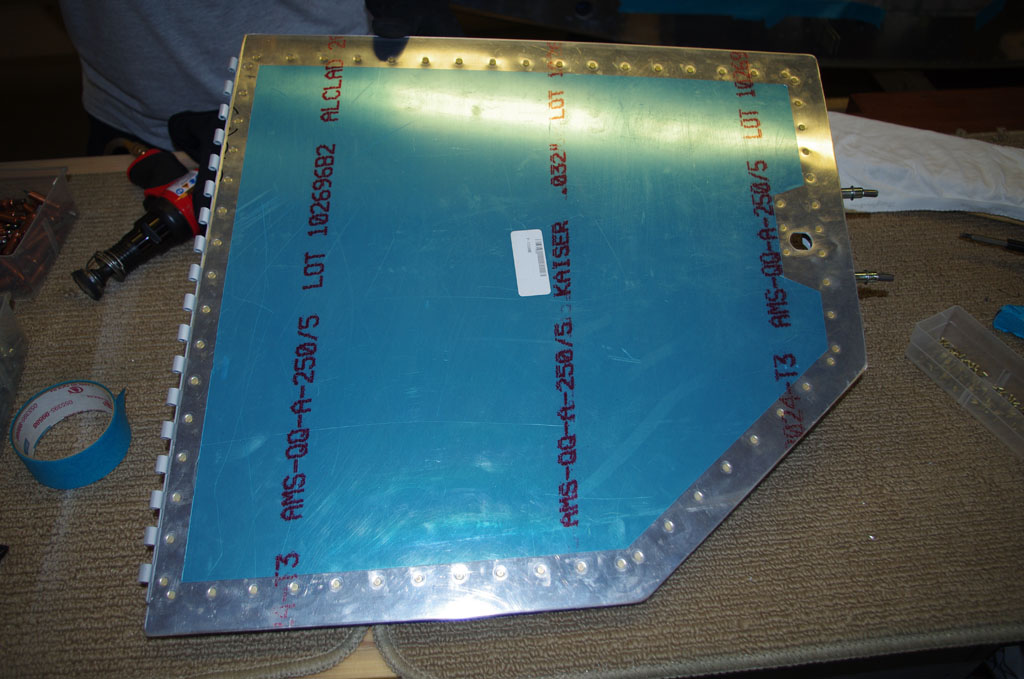
The baggage door parts were primed and painted in earlier posts. The outer frame and hinges were then riveted together for proper alignment. With the inner and outer panels cloeced into place, the frame now has the appropriate configuration and rigidity to final fit the outer panel to the baggage door opening in the fuselage side skins. A gap of about 1/8″ all around is desired to allow a tight fit, but enough room to close freely.
 Here the outer edge of the bottom and right sides are marked with a Sharpie to final dimensions. The standard hand file and Scotchbrite process was used to complete the shaping.
Here the outer edge of the bottom and right sides are marked with a Sharpie to final dimensions. The standard hand file and Scotchbrite process was used to complete the shaping.
 The inside surface of the outer panel is also primed with SEM self-etch. Next up for this piece is final paint with the BAC707 used for the cockpit interior.
The inside surface of the outer panel is also primed with SEM self-etch. Next up for this piece is final paint with the BAC707 used for the cockpit interior.
Finally, I had purchased a $20 grinder from Craigslist earlier in the year. It ran okay, but heated up quickly when in use. I decided to replace the 6202-2RS bearings with a higher precision ABEC 3+ variety. Why – this is definitely overkill. Well it only cost $10 for two of them, and I was curious whether it would make any difference. In addition, the whole topic of bearing selection was a new and interesting topic for me to research.
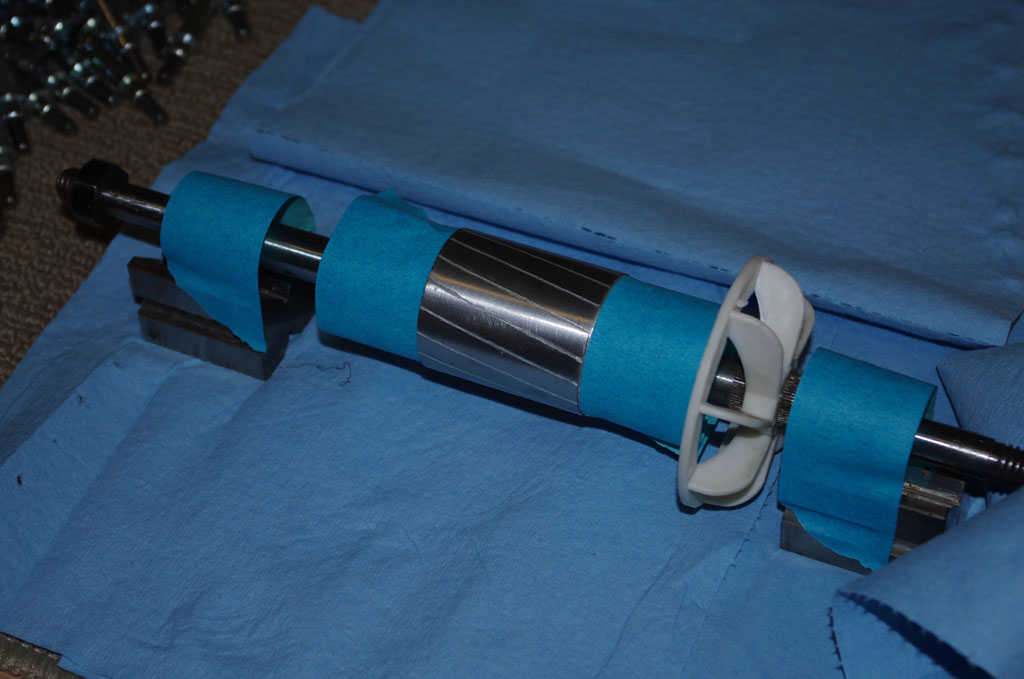 To replace the bearings, the outer housings are removed with a pulley puller, then the bearings. This leaves the raw shaft and stator with fan attachment. The flaking insulation of the stator was removed, then sprayed with electrical insulation varnish. Here is the cleaned shaft prior to treatment.
To replace the bearings, the outer housings are removed with a pulley puller, then the bearings. This leaves the raw shaft and stator with fan attachment. The flaking insulation of the stator was removed, then sprayed with electrical insulation varnish. Here is the cleaned shaft prior to treatment.
 The shaft was placed on two V-blocks received from Rich at the estate sale. The shaft was rotated slowly during the spray treatment.
The shaft was placed on two V-blocks received from Rich at the estate sale. The shaft was rotated slowly during the spray treatment.
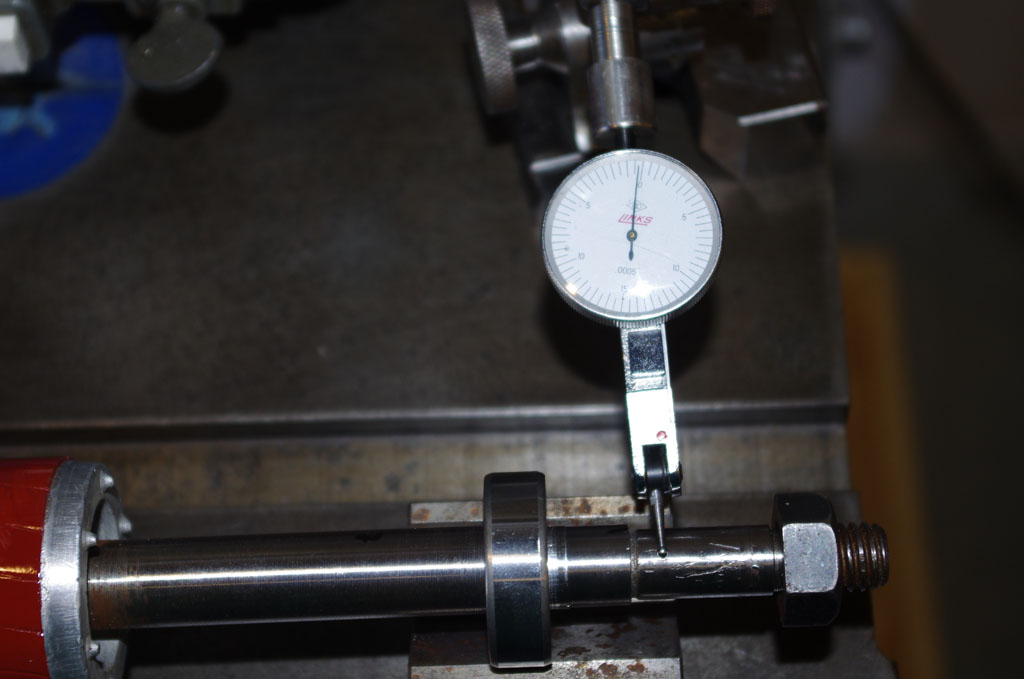 Time for some more overkill. Since I already had the shaft out, I decided to measure with my new test indicator and stand obtained on eBay for $12.50! Nice price and the setup worked great.
Time for some more overkill. Since I already had the shaft out, I decided to measure with my new test indicator and stand obtained on eBay for $12.50! Nice price and the setup worked great.
 The indicator itself is supposed to read 0.0005″ increments. The outer portion of the shafts vary about 0.002-0.003″, not bad, but when multiplied by the diameter of the grinding wheels, the runout is quite visible on the wheel surfaces. The deviation on the shaft between the bearings is about 0.010″. These numbers don’t mean much as no adjustments were made to the shaft bend. However I am trying to use this information to gain some experience on tolerances. The overall outcome is a smoother running and cooler motor.
The indicator itself is supposed to read 0.0005″ increments. The outer portion of the shafts vary about 0.002-0.003″, not bad, but when multiplied by the diameter of the grinding wheels, the runout is quite visible on the wheel surfaces. The deviation on the shaft between the bearings is about 0.010″. These numbers don’t mean much as no adjustments were made to the shaft bend. However I am trying to use this information to gain some experience on tolerances. The overall outcome is a smoother running and cooler motor.
I then used the test indicator on my drill press chuck – almost not detectable, which means the unextended chuck is <0.0005″. Outstanding, but the proper test of drill press runout is fully extend the quill and measure at the end of a 4″ machinist dowel. Since my Delta 17-900 drill press does not have a quill stop, this will be a two-man job to measure at a later date.